Содержание
Сварочный инвертор своими руками: конструкция, характеристики
Домашнее хозяйство требует наличия определенных инструментов. Сварочные работы производятся с использованием инвертора, который широко востребован в обиходе. Изготовить сварочный инвертор своими руками не составит особого труда и финансовых вложений, достаточно иметь небольшие познания электрики, чтения чертежей. Качественный инвертор на рынке стоит не малых денег, а более доступные аналоги могут не соответствовать требуемым параметрам.
Сварочный инвертор своими руками
Характеристики самодельного инвертора и материалы для его сборки
Для эффективной работы устройства понадобиться использовать качественные материалы. Некоторые части возможно применить от старых блоков питания или найти на разборках радиодеталей. Основные технические характеристики устройства:
- Потребляемое напряжение составляет 220 Вольт.
- На входе сила тока не менее 32 ампер.
- Сила тока, производимая аппаратом – 250 А.

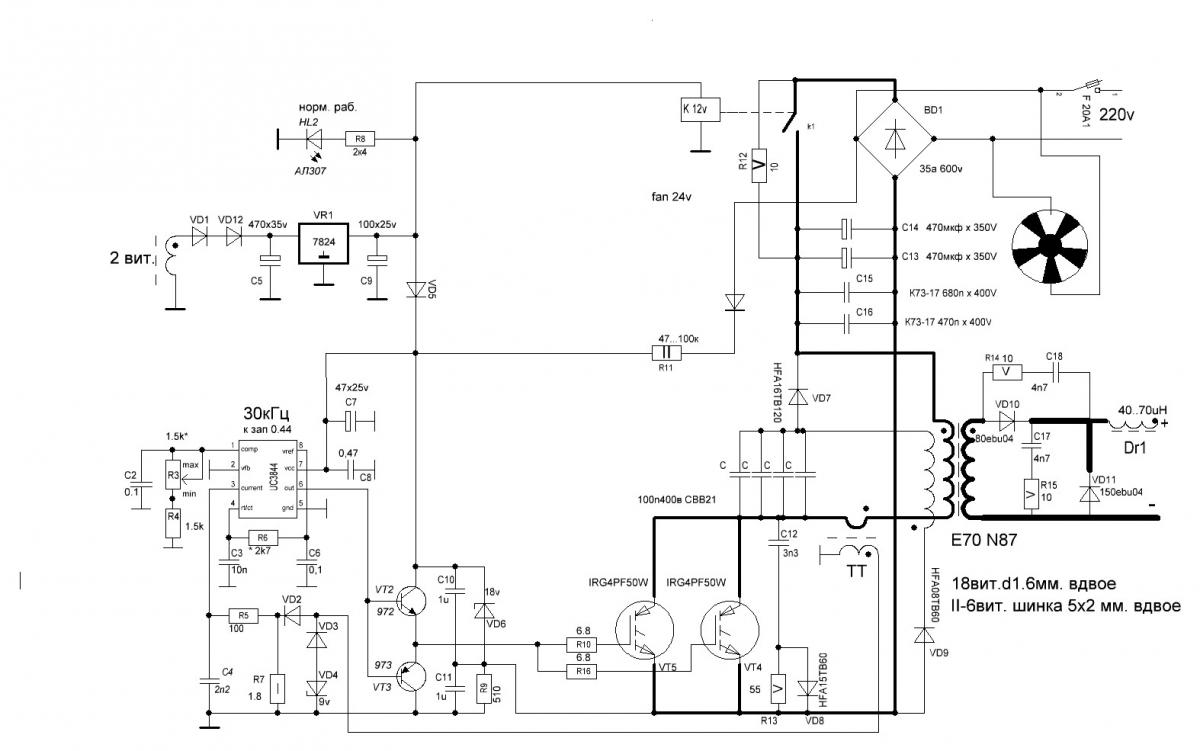
Схема сборки сварочного инвертора
Основная схема сварочного инвертора состоит из блока питания, дросселей, силового блока. Для изготовления устройства понадобятся инструменты и детали:
- Комплект отверток для демонтажа и дальнейшей сборки.
- Паяльник, необходим для соединения электронных элементов.
- Нож и полотно по металлу для изготовления правильной формы конструкции.
- Кусок металла толщиной 5-8 мм для формирования корпуса.
- Саморезы или болты с гайками для крепления.
- Платы для электронных схем.
- Медные изделия в виде проводов, служат для обмотки трансформатора.
- Стеклоткань либо текстолит.
В домашнем обиходе пользуется популярностью самодельный сварочный инвертор однофазного типа, сделанный своими руками.
Сварочный инвертор однофазного типа
Такой инвертор питается от бытовой сети 220 В, бывают случаи, когда необходимо изготовить устройство, питание которого происходит от трехфазной сети 380 В.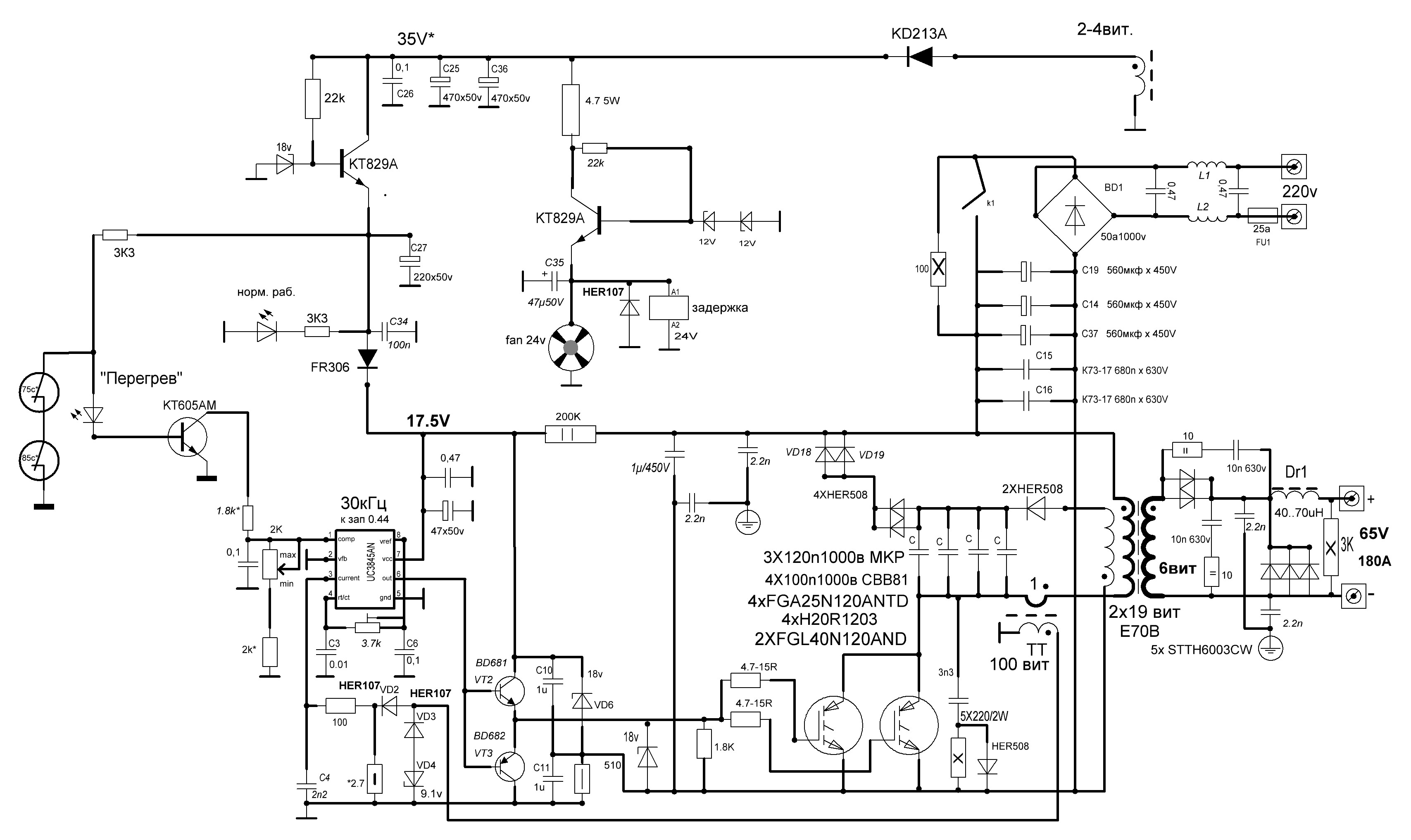 Такие аппараты отличаются повышенной эффективностью и мощностью, используются при массовых работах.
Такие аппараты отличаются повышенной эффективностью и мощностью, используются при массовых работах.
Что нужно для сборки инвертора
Основной задачей сварочного инвертора является преобразование силы тока, достаточной для использования в хозяйстве. Работа электродом производится на расстоянии 1 см для получения прочного шва. Изготовление самодельного сварочного инвертора происходит по плану, в соответствие со схемой.
Первично изготавливается блок питания, для его составляющих понадобиться:
- Трансформатор, имеющий сердечник из ферритного материала.
- Обмотка трансформатора с минимальным количеством витков – 100 шт., сечением 0,3 мм.
- Вторичная обмотка изготавливается из трех частей, внутренняя состоит из 15 витков с сечением провода 1 мм, средняя с таким же количеством витков сечением 0,2 мм, наружный слой 20 завитий диаметром не менее 0,35 мм.
Самодельный инвертор необходимо изготавливать в соответствие с требуемыми характеристиками. Для стабильной, устойчивой к перепадам напряжения работы, обмотки используются на полной ширине каркаса. Алюминиевые провода не способны обеспечить достаточную пропускную способность дуги, имеют нестабильный теплоотвод. Качественный аппарат изготавливается с медной шиной.
Изготовление трансформатора и дросселя
Основной задачей трансформатора является преобразование напряжения высокочастотного тока при достаточной его силе. Сердечники могут быть использованы модели Ш20×208, в количестве двух штук. Зазор между деталями возможно обеспечить своими руками, используя обычную бумагу. Обмотка производится своими руками, медной полосой шириной 40 мм, толщина должна быть не менее 0,2 мм. Теплоизоляция достигается с использованием термоленты кассового устройства, она демонстрирует хорошую износостойкость и прочность.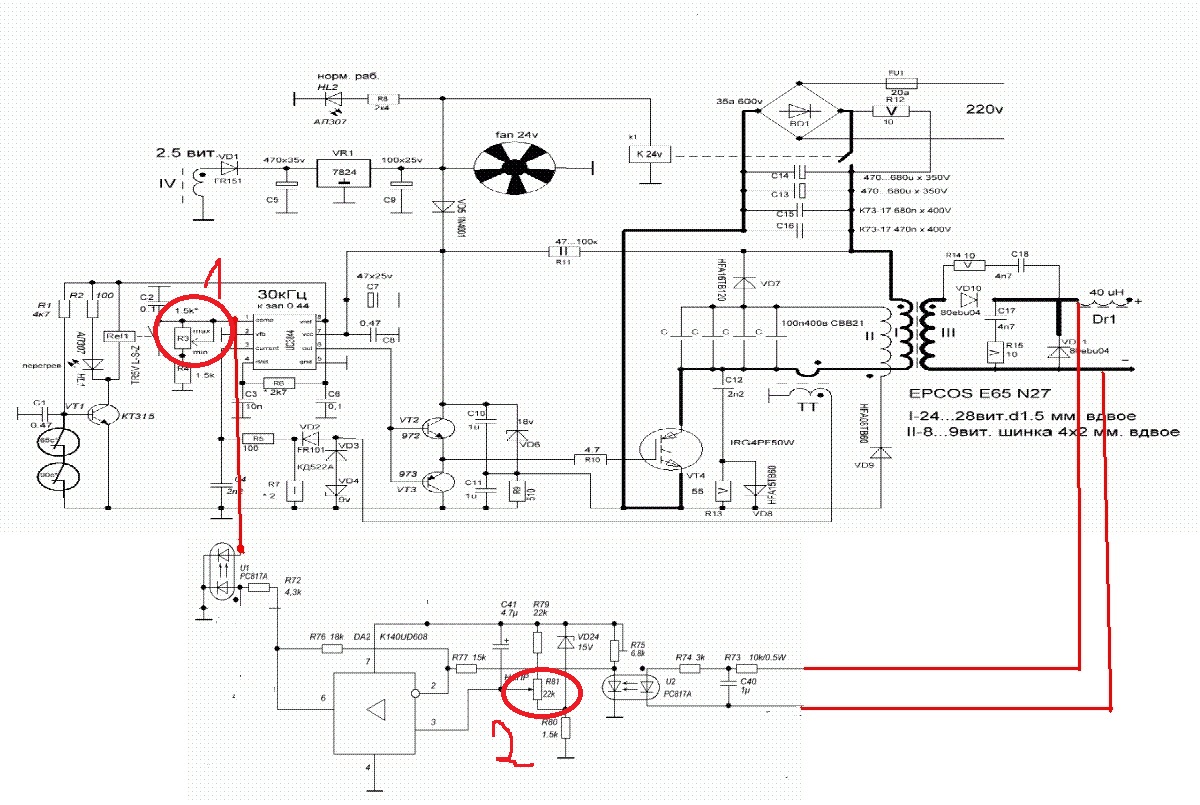
Как сделать трансформатор для инвертора
Использование медного провода при обмотке сердечника недопустимо, т.к. он вытесняет силу тока на поверхность устройства. Для отвода излишнего тепла используется вентилятор или кулер от компьютерного блока питания, а также радиатор.
Инверторный блок отвечает за пропускную способность электрической дуги путем использования транзисторов и дросселей.
Для стабильного хода процесса сварки рекомендуется использовать несколько транзисторов в параллельной цепи, чем один более мощный элемент.
За счет этого происходит стабилизация тока на выходе, при процессе инверторной сварки своими руками, устройство издает меньше шума.
Самодельный дроссель
Конденсаторы, соединённые последовательно отвечают за несколько функций:
- Резонансные выбросы минимизируются.
- Потери ампер из-за конструктивных особенностей транзисторов, которые открываются намного быстрее, чем закрываются.
Самодельный трансформатор как основа для инвертора
Трансформаторы сильно нагреваются, за счет большого объема проходящего тока.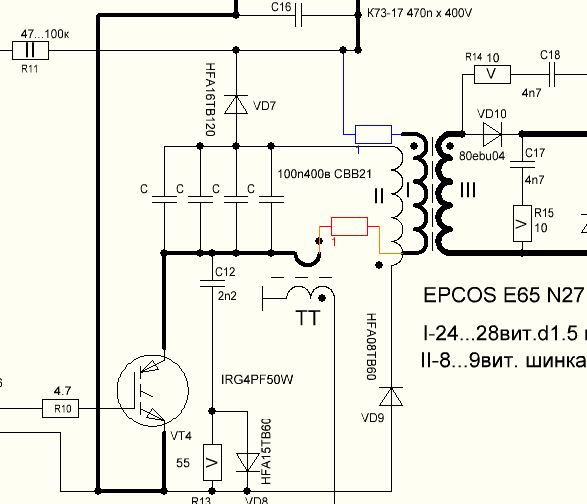 Для контроля температуры используются радиаторы и вентиляторы. Каждый элемент монтируется на радиаторе из теплоотводящего материала, если имеется возможность установить один мощный кулер, то это сократит время сборки и упростит конструкцию.
Для контроля температуры используются радиаторы и вентиляторы. Каждый элемент монтируется на радиаторе из теплоотводящего материала, если имеется возможность установить один мощный кулер, то это сократит время сборки и упростит конструкцию.
Конструкция сварочного аппарата
Основой для аппарата является корпус, возможно использовать системный блок от компьютера формата АТХ, рекомендуется поискать на разборках более старые модели, так как металл использовался толще и качественнее. Также подходит металлическая канистра, при этом случае необходимо вырезать отверстия для вентиляции, установить дополнительные крепления.
Устройство сварочного инвертора
Ферритовый материал используется для обмотки трансформатора блока питания своими руками. Намотка проволоки на сердечник производится по всей ширине, это даст возможность улучшить производительность устройства, устранить перепады напряжения. Медная проволока применяется в самодельном сварочном инверторе, марки ПЭВ-2, стеклотканью изолируется первичная обмотка.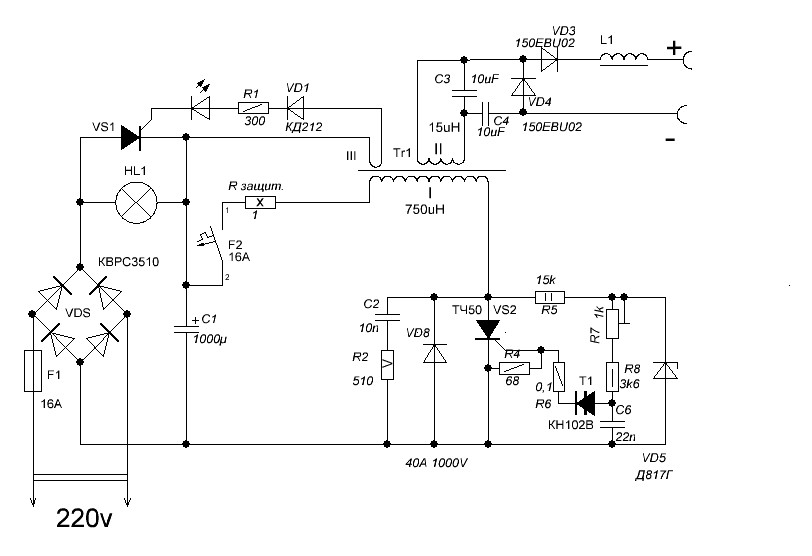
Функция силового блока состоит в понижении силы тока.
Трансформаторы устанавливаются с зазором, между ними прокладывается газетная бумага. Витки наматываются своими руками в несколько слоев первичной обмотки, затем в три слоя накладывается вторичная обмотка. Для защиты от короткого замыкания используется прокладка, не пропускающая ток.
Для предостережения от короткого замыкая отводятся силовые проводники в разные стороны, для охлаждения используют вентилятор.
Как настраивать работу инвертора
Сборка сварочного инвертора не требует особых усилий при наличии необходимых инструментов, материалов. Расходы на изделие, выполненное своими руками минимальны за счет использования не дорогих изделий.
Настройка устройства для правильной работы зачастую требует помощи специалистов, но ее можно выполнить своими руками при соблюдении требований.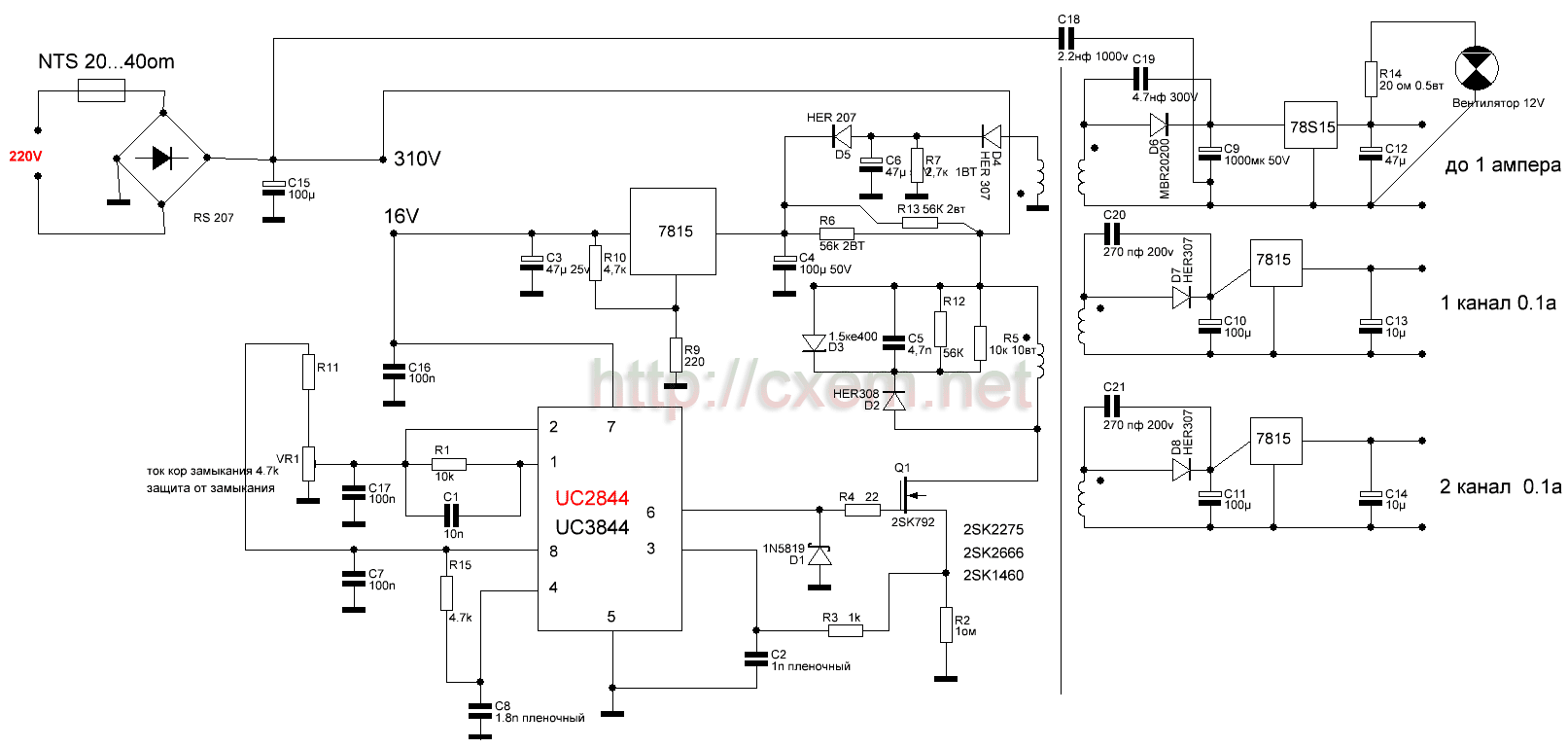
- Напряжение подается на инверторную плату, вентилятор охлаждения в первую очередь. Такой подход исключит перегрев системы и заблаговременный выход из строя.
- На зарядку силовых конденсаторов отводится немного времени, после этого производится замыкание резистора в цепи. Проверка реле происходит на выходе из резистора, напряжение должно соответствовать нулевому показателю. Токоограничивающий резистор необходим для безопасного использования инвертора, без его применения может произойти возгорание аппарата.
- Осциллографом измеряется поступающие импульсы тока на трансформатор, соотношение должно быть 66 к 44 процентам.
- Процесс сварки инвертором, сделанным своими руками проверяется вольтметром, подключенным к оптрону на выходе его усилителя.
- К выходному мосту подается напряжение силой 16 вольт, для этого используется подходящий блок питания. При работе на холостом ходу, потребляемый ток составляет около 100 мА.
Проверка производится с кратковременных процессов сварки. При выполнении сварки до 10 секунд необходимо контролировать температуру инвертора, если трансформаторы не сильно нагрелись, возможно постепенно увеличивать режим работы.
При выполнении сварки до 10 секунд необходимо контролировать температуру инвертора, если трансформаторы не сильно нагрелись, возможно постепенно увеличивать режим работы.
Проверка соединений инвертора мультиметром
Использование сварочного инвертора, изготовленным своими руками подразумевает выход устройства из строя. Для диагностики необходимо своими руками вскрыть корпус аппарата, проверить напряжение на входе. Распространённой проблемой является выход из строя блока питания, за счет недостаточного охлаждения или некачественных материалов, используемых при продолжительной работе. Также следует визуально осмотреть соединения и проверить их мультиметром. При случаях выхода из строя термодатчика либо предохранителей, необходимо заменить их на новые.
Преимущества и недостатки
Изготовленный своими руками аппарат может использоваться как при домашнем хозяйстве, так и в малых производствах. На первый взгляд конструкция состоит из множества элементов, схема представляется сложной к исполнению своими руками.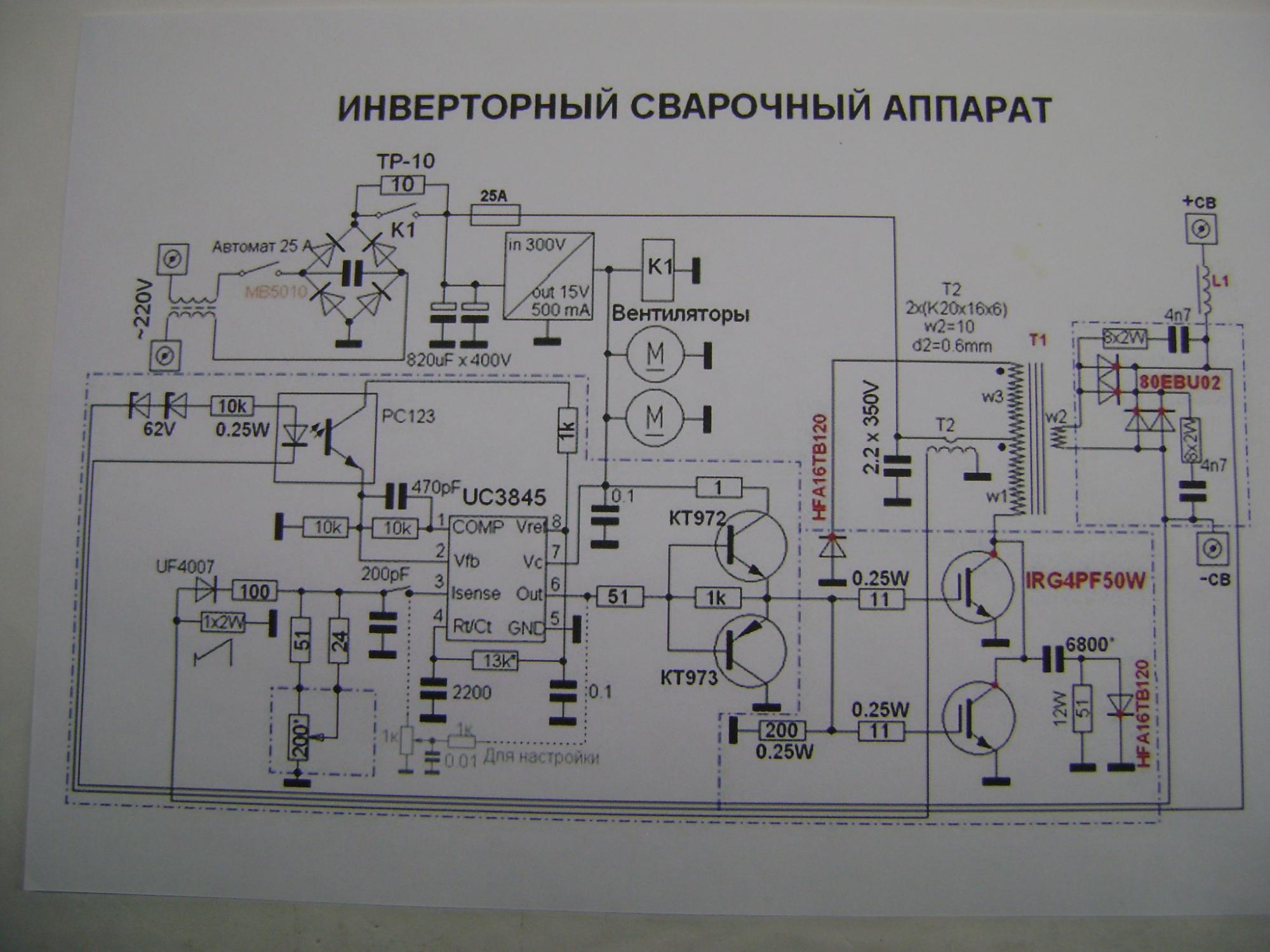 При выполнении последовательности шагов, использовании качественных материалов, возможно добиться долгосрочной работы при малых затратах. Простой сварочный инвертор стоит на рынке достаточно дорого и не отличается повышенным качеством.
При выполнении последовательности шагов, использовании качественных материалов, возможно добиться долгосрочной работы при малых затратах. Простой сварочный инвертор стоит на рынке достаточно дорого и не отличается повышенным качеством.
Простой инвертор своими руками
Недостатки заключаются в малом времени продолжительной службы самодельного инвертора. При больших объемах рекомендуется изготовить трехфазный инверторный аппарат своими руками, однако трудно найти источник питания такого типа.
Инверторный сварочный аппарат из старого телевизора
Многим в хозяйстве пригодился бы аппарат для электросварки деталей из черных металлов. Поскольку серийно выпускаемые сварочные аппараты довольно дороги, многие радиолюбители пытаются сделать сварочный инвертор своими руками.
У нас уже была статья о том, как изготовить сварочный полуавтомат, однако на этот раз я предлагаю еще более простой вариант самодельного сварочного инвертора из доступных деталей своими руками.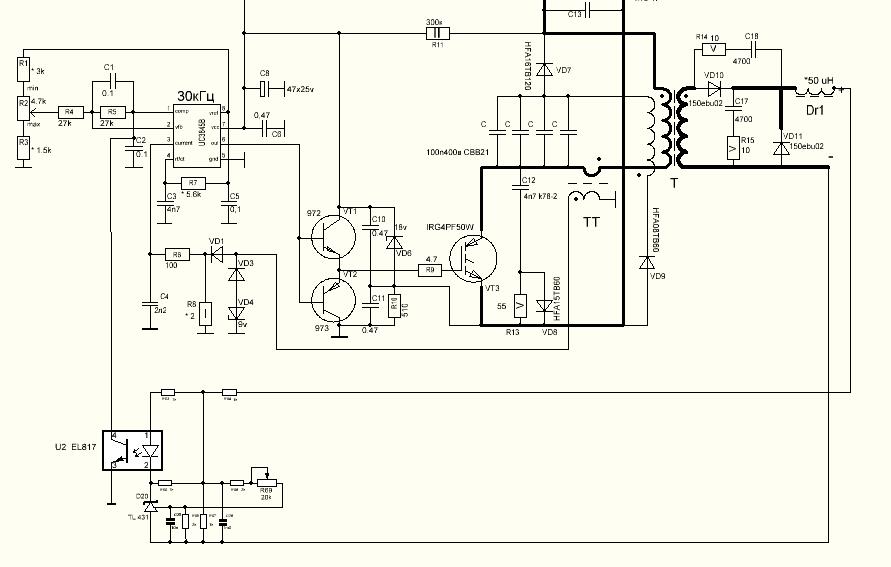
Из двух основных вариантов конструкции аппарата — со сварочным трансформатором или на основе конвертора — был выбран второй.
Действительно, сварочный трансформатор — это значительный по сечению и тяжелый магнитопровод и много медного провода для обмоток, что для многих малодоступно. Электронные же компоненты для конвертора при их правильном выборе не дефицитны и относительно дешевы.
Как я делал сварочный аппарат своими руками
С самого начала работы я поставил себе задачу создания максимально простого и дешевого сварочного аппарата с использованием в нем широко распространенных деталей и узлов.
В результате довольно длительных экспериментов с различными видами конвертора на транзисторах и тринисторах была составлена схема, показанная на рис. 1.
Простые транзисторные конверторы оказались чрезвычайно капризными и ненадежными, а тринисторные без повреждения выдерживают замыкание выхода до момента срабатывания предохранителя. Кроме того, тринисторы нагреваются значительно меньше транзисторов.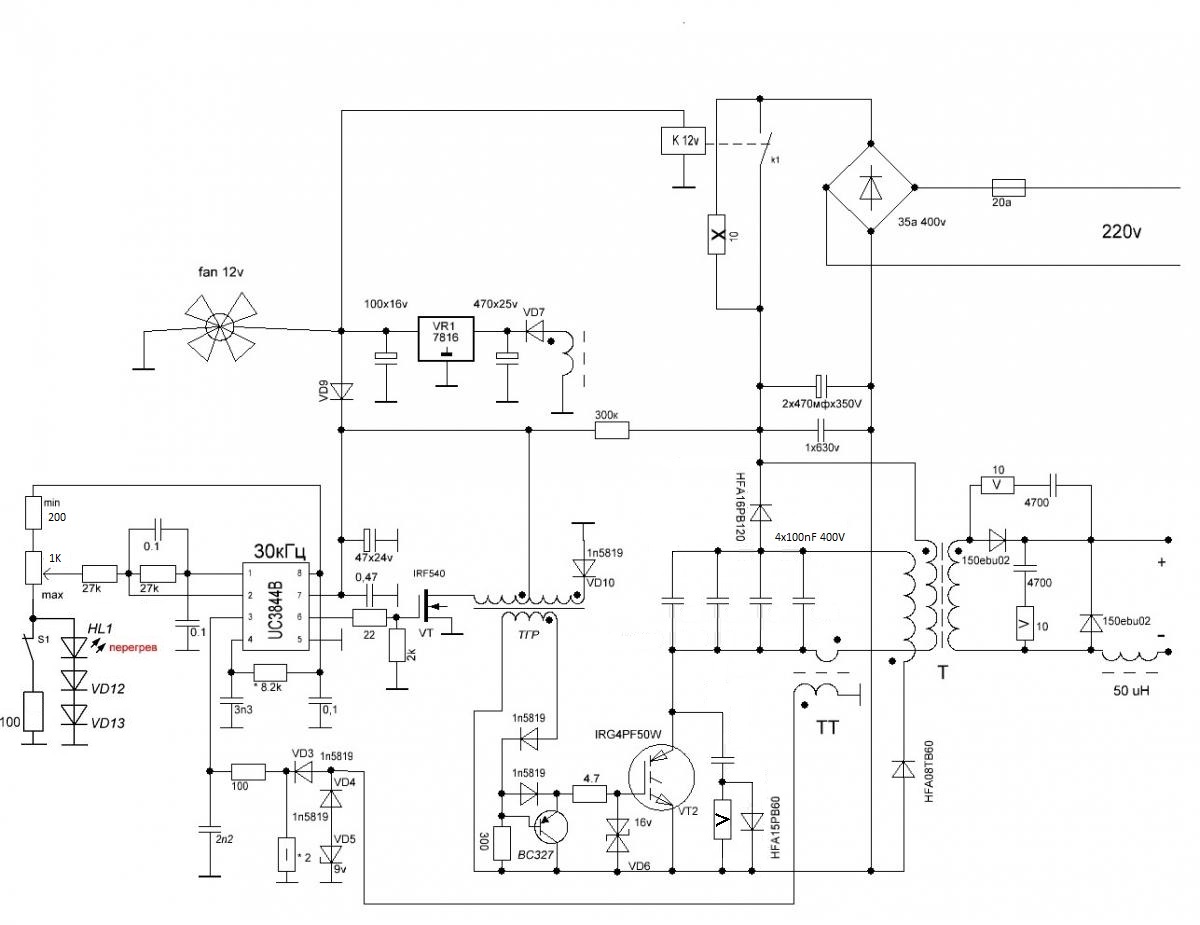
Как легко видеть, схемное решение не отличается оригинальностью — это обычный однотактный конвертор, его достоинство — в простоте конструкции и отсутствии дефицитных комплектующих, в аппарате использовано много радиодеталей от старых телевизоров.
И, наконец, он практически не требует налаживания.
Схема инверторного сварочного аппарата представлена ниже:
| Сварочный аппарат обладает следующими основными характеристиками: | |
|---|---|
| Пределы регулирования сварочного тока, А | 40…130 |
| Максимальное напряжение на электроде на холостом ходу, В | 90 |
| Максимальный потребляемый от сети ток, А | 20 |
| Напряжение в питающей сети переменного тока частотой 50 Гц, В | 220 |
| Максимальный диаметр сварочного электрода, мм | 3 |
| Продолжительность нагрузки (ПН), %, при температуре воздуха 25°С и выходном токе 100A 130A | 60 |
| Габариты аппарата, мм | 350х180х105 |
| Масса аппарата без подводящих кабелей и электрододержателя, кг | 5,5 |
Род сварочного тока — постоянный, регулирование — плавное.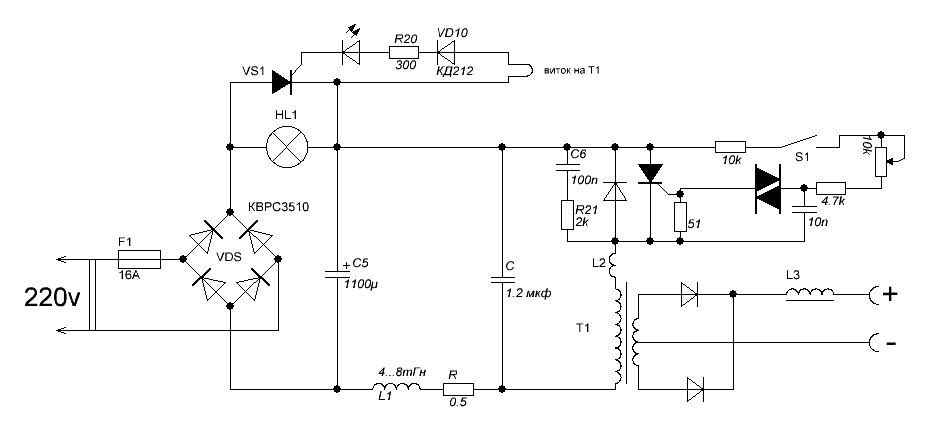 На мой взгляд, это наиболее простой сварочный инвертор, который можно собрать своими руками.
На мой взгляд, это наиболее простой сварочный инвертор, который можно собрать своими руками.
При сварке встык стальных листов толщиной 3 мм электродом диаметром 3 мм установившийся ток, потребляемый аппаратом от сети, не превышает 10 А. Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Маленькая хитрость: собранная своими руками схема сварочного инвертора позволяет соединять детали из тонкой жести. Для этого нужно поменять полярность сварочного тока.
Сетевое напряжение выпрямляет диодный мост VD1-VD4. Выпрямленный ток, протекая через лампу HL1, начинает заряжать конденсатор С5. Лампа служит ограничителем зарядного тока и индикатором этого процесса.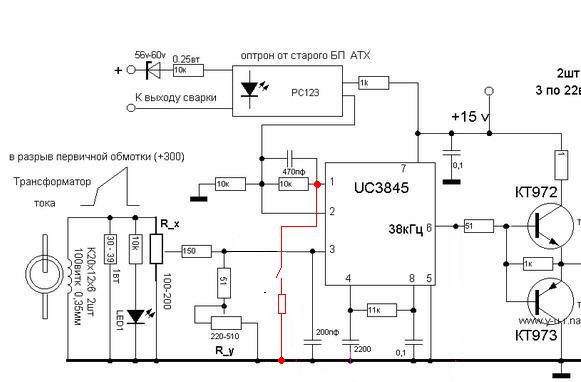
Сварку следует начинать только после того, как лампа HL1 погаснет. Одновременно через дроссель L1 заряжаются конденсаторы батареи С6-С17. Свечение светодиода HL2 показывает, что аппарат включен в сеть. Тринистор VS1 пока закрыт.
При нажатии на кнопку SB1 запускается импульсный генератор на частоту 25 кГц, собранный на однопереходном транзисторе VT1. Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 — первичная обмотка трансформатора Т1 — конденсаторы С6-С17 представляет собой колебательный контур.
Когда направление тока в контуре меняется на противоположное, ток начинает протекать через диоды VD8, VD9, а тринисторы VS3-VS7 закрываются до следующего импульса генератора на транзисторе VT1.
Далее процесс повторяется.
Импульсы, возникающие на обмотке III трансформатора Т1, открывают тринистор VS1.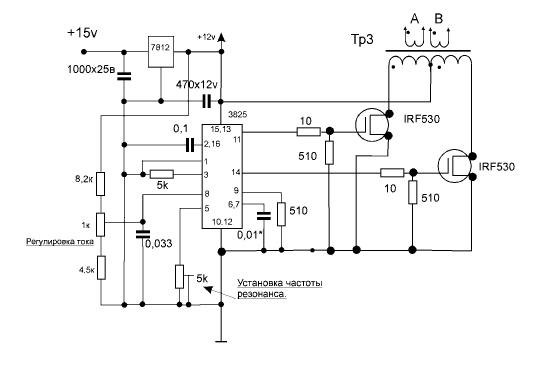 который напрямую соединяет сетевой выпрямитель на диодах VD1 — VD4 с тринисторным преобразователем.
который напрямую соединяет сетевой выпрямитель на диодах VD1 — VD4 с тринисторным преобразователем.
Светодиод HL3 служит для индикации процесса генерации импульсного напряжения. Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 — С24 — его сглаживают, облегчая тем самым зажигание сварочной дуги.
Выключателем SA1 служит пакетный или иной переключатель на ток не менее 16 А. Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение узлов устройства. Менее мощные вентиляторы использовать не рекомендуется, или их придется устанавливать несколько. Конденсатор С1 — любой, предназначенный для работы при переменном напряжении 220 В.
Выпрямительные диоды VD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В.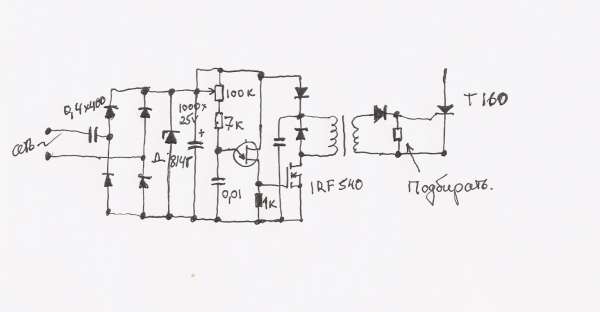 Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60×15 мм толщиной 2 мм из алюминиевого сплава.
Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60×15 мм толщиной 2 мм из алюминиевого сплава.
Вместо одиночного конденсатора С5 можно использовать батарею из нескольких параллельно включенных на напряжение не менее 400 В каждый, при этом емкость батареи может быть больше указанной на схеме.
Дроссель L1 выполнен на стальном магнитопроводе ПЛ 12,5×25-50. Подойдет и любой другой магнитопровод такого же или большего сечения при выполнении условия размещаемости обмотки в его окне. Обмотка состоит из 175 витков провода ПЭВ-2 1,32 (провод меньшего диаметра использовать нельзя!). Магнитопровод должен иметь немагнитный зазор 0,3…0,5 мм. Индуктивность дросселя — 40±10 мкГн.
Конденсаторы С6-С24 должны обладать малым тангенсом угла диэлектрических потерь, а С6-С17 — еще и рабочим напряжением не менее 1000 В. Наилучшие из испытанных мною конденсаторов — К78-2, применявшиеся в телевизорах. Можно использовать и более широко распространенные конденсаторы этого типа другой емкости, доведя суммарную емкость до указанной в схеме, а также пленочные импортные.
Попытки использовать бумажные или другие конденсаторы, рассчитанные на работу в низкочастотных цепях, приводят, как правило, к выходу их из строя через некоторое время.
Тринисторы КУ221 (VS2-VS7) желательно использовать с буквенным индексом А или в крайнем случае Б или Г. Как показала практика, во время работы аппарата заметно разогреваются катодные выводы тринисторов, из-за чего не исключено разрушение паек на плате и даже выход из строя тринисторов.
Надежность будет выше, если на вывод катода тринисторов надеть либо трубки-пистоны, изготовленные из луженой медной фольги толщиной 0,1…0,15 мм, либо бандажи в виде плотно свернутой спирали из медной луженой проволоки диаметром 0,2 мм и пропаять по всей длине. Пистон (бандаж) должен покрывать вывод на всю длину почти до основания. Паять надо быстро, чтобы не перегреть тринистор.
У Вас наверняка возникнет вопрос: а нельзя ли вместо нескольких сравнительно маломощных тринисторов установить один мощный? Да, это возможно при использовании прибора, превосходящего (или хотя бы сравнимого) по своим частотным характеристикам тринисторы КУ221А. Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Переход же на низкочастотные приборы заставит понизить рабочую частоту с 25 до 4…6 кГц, а это приведет к ухудшению многих важнейших характеристик аппарата и громкому пронзительному писку при сварке.
При монтаже диодов и тринисторов применение теплопроводящей пасты является обязательным.
Кроме этого, установлено, что один мощный тринистор менее надежен, чем несколько включенных параллельно, поскольку им легче обеспечить лучшие условия отведения тепла. Достаточно группу тринисторов установить на одну теплоотводящую пластину толщиной не менее 3 мм.
Поскольку токоуравнивающие резисторы R14-R18(C5-16 В) при сварке могут сильно разогреваться, их перед монтажом необходимо освободить от пластмассовой оболочки путем обжига или нагревания током, значение которого необходимо подобрать экспериментально.
Диоды VD8 и VD9 установлены на общем теплоотводе с тринисторами, причем диод VD9 изолирован от теплоотвода слюдяной прокладкой. Вместо КД213А подойдут КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Дроссель L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанную на оправке диаметром 12…14 мм.
Дроссель во время сварки сильно разогревается, поэтому при намотке спирали следует обеспечить между витками зазор 1…1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора. Рис. 2 Магнитопровод трансформатора
Т1 составлен из трех сложенных вместе магнитопроводов ПК30х16 из феррита 3000НМС-1 (на них выполняли строчные трансформаторы старых телевизоров).
Первичная и вторичная обмотки разделены на две секции каждая (см. рис. 2), намотанные проводом ПСД1,68х10,4 в стеклотканевой изоляции и соединенные последовательно согласно. Первичная обмотка содержит 2×4 витка, вторичная — 2×2 витка.
Секции наматывают на специально изготовленную деревянную оправку. От разматывания витков секции предохраняют по два бандажа из луженой медной проволоки диаметром 0,8…1 мм. Ширина бандажа — 10…11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
После намотки бандажи пропаивают.
Один из бандажей каждой секции служит выводом ее начала. Для этого изоляцию под бандажом выполняют так, чтобы с внутренней стороны он непосредственно соприкасался с началом обмотки секции. После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
Следует иметь в виду, что в наиболее тяжелом тепловом режиме работает обмотка I. По этой причине при наматывании ее секций и при сборке следует между наружными частями витков предусмотреть воздушные зазоры, вкладывая между витками короткие, смазанные теплостойким клеем, вставки из стеклотекстолита.
Вообще, при изготовлении трансформаторов для инверторной сварки своими руками всегда оставляйте воздушные зазоры в обмотке. Чем их больше, тем эффективнее отведение тепла от трансформатора и ниже вероятность спалить аппарат.
Здесь уместно отметить также, что секции обмоток, изготовленные с упомянутыми вставками и прокладками проводом того же сечения 1,68×10,4 мм2 без изоляции, будут в тех же условиях охлаждаться лучше.
Далее обе секции первичной обмотки складывают вместе одну на другую так, чтобы направления их намотки (отсчитываемые от их концов) были противоположными, а концы находились с одной стороны (см. рис. 2).
Соприкасающиеся бандажи соединяют пайкой, причем к передним, служащим выводами секций, целесообразно припаять медную накладку в виде короткого отрезка провода, из которого выполнена секция.
В результате получается жесткая неразъемная первичная обмотка трансформатора.
Вторичную изготовляют аналогично. Разница только в числе витков в секциях и в том, что необходимо предусмотреть вывод от средней точки. Обмотки устанавливают на магнитопровод строго определенным образом — это необходимо для правильной работы выпрямителя VD11 — VD32.
Направление намотки верхней секции обмотки I (если смотреть на трансформатор сверху) должно быть против часовой стрелки, начиная от верхнего вывода, который необходимо подключить к дросселю L2.
Направление намотки верхней секции обмотки II, наоборот, — по часовой стрелке, начиная от верхнего вывода, его подключают к блоку диодов VD21-VD32.
Обмотка III представляет собой виток любого провода диаметром 0,35…0,5 мм в теплостойкой изоляции, выдерживающей напряжение не менее 500 В. Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения потоком воздуха всех элементов трансформатора очень важно выдержать необходимые зазоры между обмотками и магнитопроводом. При сборке инвертора сварочного своими руками большинство самодельщиков совершают одну и ту же ошибку: недооценивают важность охлаждения транса. Этого делать нельзя.
Эту задачу выполняют четыре фиксирующие пластины, закладываемые в обмотки при окончательной сборке узла. Пластины изготовляют из стеклотекстолита толщиной 1,5 мм в соответствии с чертежом на рисунке.
После окончательной регулировки пластины целесообразно закрепить термостойким клеем. Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Перед монтажом трансформатора на основание между половинами каждого из трех комплектов магнитопровода необходимо вложить немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2…0,3 мм.
Для изготовления трансформатора можно использовать магнитопроводы и других типоразмеров сечением не менее 5,6 см2. Подойдут, например, Ш20х28 или два комплекта Ш 16×20 из феррита 2000НМ1.
Обмотку I для броневого магнитопровода изготовляют в виде единой секции из восьми витков, обмотку II — аналогично описанному выше, из двух секций по два витка. Сварочный выпрямитель на диодах VD11-VD34 конструктивно представляет собой отдельный блок, выполненный в виде этажерки:
Она собрана так, что каждая пара диодов оказывается помещенной между двумя теплоотводящими пластинами размерами 44×42 мм и толщиной 1 мм, изготовленными из листового алюминиевого сплава.
Весь пакет стянут четырьмя стальными резьбовыми шпильками диаметром 3 мм между двух фланцев толщиной 2 мм (из такого же материала, что и пластины), к которым винтами прикреплены с двух сторон две платы, образующие выводы выпрямителя.
Все диоды в блоке ориентированы одинаково — выводами катода вправо по рисунку — и впаяны выводами в отверстия платы, которая служит общим плюсовым выводом выпрямителя и аппарата в целом. Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Учитывая большой общий ток, протекающий через выпрямитель, каждый из трех его выводов выполнен из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и соединенных пайкой на противоположном конце. Группа из десяти диодов подключена пятью отрезками, из четырнадцати — шестью, вторая плата с общей точкой всех диодов — шестью.
Провод лучше использовать гибкий, сечением не менее 4 мм.
Таким же образом выполнены сильноточные групповые выводы от основной печатной платы аппарата.
Платы выпрямителя изготовлены из фольгированного стеклотекстолита толщиной 0,5 мм и облужены. Четыре узкие прорези в каждой плате способствуют уменьшению нагрузок на выводы диодов при температурных деформациях. Для этой же цели выводы диодов необходимо отформовать, как показано на рисунке выше.
В сварочном выпрямителе можно также использовать более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять — в одном плече, четыре — в другом).
Площадь пластин теплоотвода осталась прежней, толщину их оказалось возможным увеличить до 2 мм. Диоды были размещены не попарно, а по одному в каждом отсеке.
Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тринисторы VS2 — VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной печатной плате, причем тринисторы и диоды VD8, VD9 установлены на теплоотводе, привинченном к плате, изготовленной из фольгированного текстолита толщиной 1.5 мм:Рис. 5. Чертеж платы
Масштаб чертежа платы — 1:2, однако плату несложно разметить, даже не пользуясь средствами фотоувеличения, поскольку центры почти всех отверстий и границы почти всех фольговых площадок расположены по сетке с шагом 2,5 мм.
Большой точности разметки и сверления отверстий плата не требует, однако следует помнить что отверстия в ней должны совпадать с соответствующими отверстиями в теплоотводящей пластине.
Перемычку в цепи диодов VD8, VD9 изготовляют из медного провода диаметром 0,8…1 мм. Припаивать ее лучше со стороны печати. Вторую перемычку из провода ПЭВ-2 0,3 можно расположить и на стороне деталей.
Групповой вывод платы, обозначенный на рис. 5 буквами Б, соединяют с дросселем L2. В отверстия группы В впаивают проводники от анодов тринисторов. Выводы Г соединяют с нижним по схеме выводом трансформатора Т1, а Д — с дросселем L1.
Отрезки провода в каждой группе должны быть одинаковой длины и одинакового сечения (не менее 2,5 мм2). Рис. 6 Теплоотвод
Теплоотвод представляет собой пластину толщиной 3 мм с отогнутым краем (см. рис. 6).
Лучший материал для теплоотвода — медь (или латунь). В крайнем случае, при отсутствии меди, можно использовать пластину из алюминиевого сплава.
Поверхность со стороны установки деталей должна быть ровной, без зазубрин и вмятин. В пластине просверлены отверстия с резьбой для сборки ее с печатной платой и крепления элементов. Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
После окончательной регулировки аппарата соединения пропаивают. Рис. 7 Чертеж теплоотвода в сборе с платой
Теплоотвод привинчивают к печатной плате со стороны деталей с зазором 3,2 мм (это высота стандартной гайки М4). После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
Указанную на схеме емкость батареи конденсаторов С19-С24 следует считать минимально необходимой. При большей емкости зажигание дуги облегчается.
Резисторы крепят на длинных выводах с целью их наилучшего охлаждения. Рис. 8. Размещение узлов
Однопереходный транзистор VT1 обычно проблем не вызывает, однако некоторые экземпляры при наличии генерации не обеспечивают, необходимую для устойчивого открывания тринистора VS2, амплитуду импульсов.
Все узлы и детали сварочного аппарата установлены на пластину-основание из гетинакса толщиной 4 мм (подойдет также текстолит толщиной 4…5 мм) на одной его стороне. В центре основания прорезано круглое окно для крепления вентилятора; он установлен с той же его стороны.
Диоды VD1-VD4, тринистор VS1 и лампа HL1 смонтированы на уголковых кронштейнах. При установке трансформатора Т1 между соседними магнитопроводами следует обеспечить воздушный зазор 2 мм Каждый из зажимов для подключения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами.
Головкой болта изнутри прижат к основанию медный угольник, дополнительно зафиксированный от проворачивания винтом М4 с гайкой. Толщина полки угольника — 3 мм. Ко второй полке болтом или пайкой подключен внутренний соединительный провод.
Сборку печатная плата-теплоотвод устанавливают деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 и толщиной 2 мм.
На лицевую сторону основания выведены ручка тумблера SA1, крышка держателя предохранителя, светодиоды HL2, HL3, ручка переменного резистора R1, зажимы для сварочных кабелей и кабеля к кнопке SB1.
Кроме этого, к лицевой стороне прикреплены четыре стойки-втулки диаметром 12 мм с внутренней резьбой М5, выточенные из текстолита. К стойкам прикреплена фальшпанель с отверстиями для органов управления аппаратом и защитной решеткой вентилятора.
Фальшпанель можно изготовить из листового металла или диэлектрика толщиной 1… 1,5 мм. Я вырезал ее из стеклотекстолита. Снаружи к фальшпанели привинчены шесть стоек диаметром 10мм, на которые наматывают сетевой и сварочные кабели по окончании сварки.
На свободных участках фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха. Рис. 9. Внешний вид инверторного сварочного аппарата с уложенными кабелями.
Собранное основание помещено в кожух с крышкой, изготовленный из листового текстолита (можно использовать гетинакс, стеклотекстолит, винипласт) толщиной 3…4 мм. Отверстия для выхода охлаждающего воздуха расположены на боковых стенках.
Форма отверстий значения не имеет, но для безопасности лучше, если они будут узкими и длинными.
Общая площадь выходных отверстий не должна быть менее площади входного. Кожух снабжен ручкой и плечевым ремнем для переноски.
Электрододержатель конструктивно может быть любым, лишь бы он обеспечивал удобство работы и легкую замену электрода.
На ручке электрододержателя нужно смонтировать кнопку (SB1 по схеме) в таком месте, чтобы сварщик мог легко удерживать ее нажатой даже рукой в рукавице. Поскольку кнопка находится под напряжением сети, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля.
P.S. Описание процесса сборки заняло много места, но на самом деле все гораздо проще, чем кажется. Любой, кто хоть раз держал в руках паяльник и мультиметр, без проблем сможет собрать этот сварочный инвертор своими руками.
cxema.org — Самый простой сварочный инвертор
Сварочный инвертор был разработан на популярном форуме человеком под ником тимвал, ветка до сих пор очень активна. Именно эта схема популярна по причине простоты. Мой вариант сварочного инвертора рассчитан на ток всего в 100 ампер, это мало, но для моих задач больше не нужно.
Схема представляет из себя однотактный прямоходовый инвертор всего на одном IGBT транзисторе IRG4PC50KD.
Инвертор состоит из нескольких частей:
- Входной выпрямитель с накопительными конденсаторами и системой плавного пуска;
- Системы управления с драйвером на основе комплементарной пары составных транзисторов средней мощности;
- Силовая часть состоящая из IGBT транзистора и трансформатора;
- Выходная часть, состоящая из дросселя с выпрямителем.
Сетевое напряжение выпрямляется входным диодным мостом KBPC3510
и сглаживается ёмкими электролитами.
Важно заметить, что питание в начальный момент времени поступает не напрямую, а через балластный резистор R12, это нужно для плавной зарядки конденсаторов, иначе бросок тока может вывести из строя входной диодный мост и выбить автоматы.
Одновременно питание от конденсаторов через другой балластный резистор R11 поступает на линию питания микросхемы ШИМ.
Сердцем схемы является ШИМ контроллер UC3844,
который работает на частоте около 30кГц, сигнал с микросхемы сначала поступает на драйвер, выполненный на транзисторах VT2 и VT3, а затем на силовой транзистор VT4.
Напряжение на конденсаторах растет, растет и питание микросхемы и как только оно дойдет до порогового значения, для UC3844 оно составляет около 16 вольт, микросхема начнет вырабатывать управляющие импульсы, что приведет к запуску всего инвертора.
Во вторичных обмотках трансформатора появиться напряжение, это приведет к тому, что сработает силовое реле К1 и своими контактами замкнёт балластный резистор R12, и сетевое напряжение будет поступать напрямую на схему. Планый запуск длиться всего пару секунд. После плавного запуска инвертор будет работать в штатном режиме. Выходное напряжение инвертора около 60 вольт, этого достаточно для нормального розжига дуги.
Если во время сварки вращать регулятор ограничения тока (резистор R3), моментально сработает система обратной связи (цепь, состоящая из токового трансформатора ТТ, диодов VD2-VD4, резисторов R5 и R7, конденсатора С4).
Токовый трансформатор намотан на тороидальном ферритовом сердечнике небольших размеров, он имеет две обмотки, первичная — всего один виток и вторичная.
Силовой трансформатор выполнен на сердечнке EPCOS E55/28/25 феррит №87.
Сердечник был без каркаса, поэтому его пришлось сделать самому из мтеклотекстолита.
Трансформатор имеет 4 обмотки:
- сетевая;
- вторичная силовая;
- фиксирующая;
- обмотка самозапитки для системы управления.
В моём варианте обмотка самозапитки не используется, взамен применен небольшой импульсный источник питания на 24 вольта с током 1-1,5 Ампера.
Начала всех обмоток на схеме указаны точками, я советую промаркировать начало намотки, например одевая на обмотку красную термоусадку, чтобы потом не гадать где начала, а где концы намоток.
В самом начале мотается сетевая обмотка, но не полностью, а по частям. В моем случае для намотки этой обмотки был использован провод диаметром 1,20мм 25 витков. Провод нужно уложить равномерно, виток к витку.
Затем обмотка изолируется, но перед этим заливается эпоксидной смолой. Смола будет заполнять все пустоты. Т.к. из-за сильных магнитных полей в трансформаторе будут образоваться вибрации и изоляция провода со временем может пострадать, а со смолой обмотка будет полностью неподвижной.
Ставим изоляцию каптоновым термостойким скотчем и мотаем остальную часть первичной обмотки. Количество витков, провод и направление намотки тоже самое.
Опять все заливаем смолой, а поверх ставим изоляцию. Позже, уже на плате концы этих обмоток соединяются параллельно.
После мотаем фиксирующую обмотку, диаметр провода 0,5мм. Количество витков 25-26, то есть тоже самое, что и в случае первичной обмотки. Эта обмотка намотана так, чтобы провод попадал между витками первичной обмотки. Фиксирующая обмотка равномерно растянута по всему каркасу. Аналогичным образом поступаем и с этой обмоткой, смола, изоляция. К стати ранее я ставил изоляцию в 2-3 слоя, а после намотки фиксирующей обмотки изоляция нужна более серьезная, слоя 4-5.
Ну и наконец силовая обмотка, самая трудоемкая. Ее можно намотать медной шиной либо что еще лучше — лентой. Наиболее эффективно работает литцендрат — провод, который состоит из большого количества параллельных тонких изолированных друг от друга проводов, такая намотка делается для минимизации влияния скин эффекта. Но при частотах в 30кГц, этот эффект не столь ощутимый, поэтому при большом желании можно взять пару тройку медных проводов большого диаметра, но такой провод очень трудно уложить, поэтому мой выбор остановился на литцендрате.
Обмотка состоит из 100 параллельных жил провода 0,5мм. Скручиваем все это дело дрелью и покрываем дополнительной изоляцией, опят же каптоновый скотч.
Количество витков всего 9, по расчетам этого хватит для того, чтобы напряжение холостого хода инвертора было в районе 60 вольт. После намотки её так же следует залить смолой.
Схема однотактная и между половинками сердечника нужен немагнитный зазор. В моем случае для получения необходимого зазора под всеми кернами были установлены прокладки, обычный чек от банкомата.
Далее трансформатор собирается, половинки сердечника надежно стягиваются, можно даже приклеить.
Трансформатор тока. Ферритовое колечко,проницаемость может быть от 1500 до 3000. Размеры моего кольца R18х8х6. Важно, чтобы оно было ферритовым, схожие кольца можно найти в некоторых импульсных блоках питания, они стоят по входу в качестве дросселя и на них как правило две обмотки. Желто-белые, зелено-синие кольца не подойдут, материал там иной.
Сначала сердечник изолируют, в моем случае каптноновым скотчем, затем мотают вторичную обмотку. Провод в лаковой изоляции, диаметр может быть от 0,25 до 0,5мм. Количество витков в моем случае 76.
Далее обмотку нужно изолировать, можно просто залить эпоксидной смолой. Первичная обмотка — один виток из двух параллельных жил провода 1,20мм идущий к силовому трансформатору.
Выходной выпрямитель классический для этой топологии. Два диода прямой и замыкающий, притом замыкающий нужен более мощный, но можно не заморачиватся и сразу воткнуть два диода типа 150EBU04 на 150 ампер с обратным напряжением 400 вольт. Диоды из этой линейки как правило применяют именно в сварочных инверторах. Диоды обязательно нужны ультра быстрые. Можно применить диодные сборки STTh30003.
В каждом корпусе два независимых друг от друга ультра быстрых диода, каждый на 100 Ампер с обратным напряжением 300 вольт. Они даже лучше, чем 150EBU04 т.к. площадь подложки у них гораздо больше и толще. Соединение винтовое, что очень удобно.
Дроссель. Тут все не так однозначно и по факту дроссель довольно критичен Чем больше его индуктивность, тем хорошо будет зажигаться дуга даже при малых токах. По схеме дроссель на 40мкГн, его хватит, но уверенный розжиг дуги я получил при токах от 30 ампер и в принципе этого хватит.
Честно сказать для дросселя пробовал разные материалы — алсифер, неизвестные кольца которые по всей видимости применяются в качестве фильтра в частотных преобразователях и наконец сердечник набранный из трансформаторных пластин.
Наилучшим решением является применение сердечников из порошкового железа, они специально созданы для работы в качестве дросселя, но кольцо нужно приличных размеров, и их найти не так уж и просто и стоят они приличных денег. В итоге по совету коллеги Тимура, который ранее собирал данный сварочник, мой выбор остановился на пакете из железных трансформаторных пластин.
Фишка в том, что сердечник фактически невозможно загнать в насыщение, то есть можно увеличить индуктивность и получить уверенный розжиг дуги при сварочных токах хоть 5 ампер, я понимаю, что на таких токах никто не варит, но все же.
Пакет собирал из того что было, в итоге сердечник получился с размерами 86х30х17мм. Пластины обмотал каптоноым скотчем, затем бумажный и намотал обмотку. Обмотка к сожалению алюминиевая, да медь лучше, но алюминиевый был в наличии. Обмотка намотана в три ряда, каждый ряд по 10-12 витков. После намотки каждого ряда обмотку покрывал лаком в несколько слоев и ставил изоляцию из ткани. Итоговая индуктивность дросселя около 80мкГн. Недостаток такого дросселя — большие размеры и вес, но в моем случае все получилось достаточно компактно, и даже умудрился зафиксировать его на плате. Выводы дросселя были обжаты медными луженными клеммами, ключевое слово луженными иначе такое соединение долго не проработает, будет перегреваться и окисляться.
Входная часть. Диодный мост взят готовый, сборка KBPC3510, мост на 35 ампер, обратное напряжение 1000 вольт, устанавливается на радиатор.
Силовое реле в схеме плавного пуска с катушкой 24 вольта, рассчитан на ток в 15-30 реальных ампер, если сварочник планируете на токи более 120 ампер, то реле желательно использовать именно 30-и амперное.
Входные электролитические конденсаторы на 450 вольт, в моем случае 2штуки по 470мкФ, желательно установить три, хуже не будет. Подбирайте конденсаторы от хорошего производителя с минимально возможным внутренним сопротивлением.
Ограничительный резистор по входу желательно взять на 10 ватт, сопротивление от 10 до 30 Ом.
Диоды VD7, VD8 и VD9 в схеме преобразователя нужны ультра быстрые, именно на тот ток и напряжение, которые по схеме.
Сборку конденсаторов я заменил одним, емкостью 0,33мкФ, конденсатор специального назначения созданный для работы в импульсных схемах, такие применяют в индукционных нагревателях. Обычные пленочные конденсаторы ставить сюда крайне не желательно.
Микросхема ШИМ у меня установлена на панельку для беспаячного монтажа, после полной наладки микросхему обязательно нужно запаять на плату.
Силовые дорожки на плате просто залудить и усилить припоем не достаточно, нужно их армировать медным проводом.
НАЛАДКА
Обязательно разряжайте входные конденсаторы перед началом наладочных работ!
Подаем сначала напряжение 24 вольт для управления, сетевое питания в тот момент отключено. Проверяем сигнал на затворе IGBT транзистора, к стати во время наладки можно использовать полевые транзисторы, я к примеру ставил IRF840, он слабый, но наладить схему можно. Транзистор обязательно должен быть установлен на радиаторе.
Проверяем наличие управляющих импульсов на затворе полевого ключа относительно массы питания, импульсы должны быть примерно с заполнением 45-47%, частототой около 30кГц, если они есть, то все нормально идем далее.
Первый запуск схемы делаем через страховочную лампу накаливания на 100 ватт. Схему управления желательно питать от отдельного внешнего источника питания на 24 вольта, отлично подходит лабораторный блок питания, притом родную систему питания можно исключить, повторюсь это только во время наладочных работ.
Нагрузочный резистор в схеме обратной связи по току заменяем на 10-и омный 1-2 ватт, это нужно, чтобы была возможность наладить схему при малых выходных токах.
Подключаем силу, то есть втыкаем вилку в розетку, лампа на момент вспыхнет, т.к. конденсаторы в начальный момент заряжаются достаточно большим током. Проверяем напряжение на выходе инвертора, оно должно быть около 60 вольт, напомню, что это напряжение холостого хода без выходной нагрузки. Регулятор тока ставим в минимальное положение.
Нагружаем инвертор, например нихромовой спиралью или лампочкой, нагрузку сначала даем небольшую, затем постепенно увеличиваем до тех пор, пока не сработает ограничение тока, то есть длительность управляющих импульсов резко не уменьшиться. Притом схема должна реагировать на вращение переменного резистора, длительность импульсов должна плавно меняться в зависимости от положения ползунка переменного резистора. Если этого не происходит, меняем местами концы вторичной обмотки трансформатора тока. Далее меняем страховочную лампу на более мощную (около 300 ватт).
Можно воткнуть более мощный полевой транзистор либо IGBT, но помните, что у нас по прежнему схема не до конца налажена. Сопротивление нагрузочного резистора можно уменьшить раза в два и повторяем то же самое, только на более больших токах. Можно попробовать инвертор на короткое замыкание при малых значениях тока, на этом этапе мы уже понимаем, что собрали сварку и можно разжечь небольшую дугу.
Если регулировка тока происходит в штатном режиме, то все сделано правильно. Помним о том, что инвертор без охлаждения и долго не балуемся.
Сейчас нам нужно привести инвертор в нормальное состояние. Только на этом этапе, после полной наладки схемы устанавливаем силовой IGBT транзистор. Радиаторы охлаждения целесообразно взять от процессоров ПК, они довольно добротные. Выходной выпрямитель у меня без изолирующей прокладки, термопаста имеется. А вот радиатор с силовым транзистором и одним из быстродействующих диодов, находятся на втором радиаторе и они обязательно должны быть изолированы теплопроводящей изоляционной прокладкой.
Силовой трансформатор, дроссель и радиаторы нужно надежно зафиксировать. Трансформатор и дроссель достаточно затянуть пластиковыми хомутами, можно дополнительно приклеить их к плате.
Радиаторы же желательно прикрутить к плате и обеспечить изоляцию друг от друга, чтобы они ни в коем случае не соприкасались во время вибраций или падений.
Очень важным моментом является охлаждение, не экономьте на вентиляторах, ставьте мощные высокооборотистые большого диаметра.
Правильно собранная схема во время работы не должна издавать свистов и шумов, если есть подобного рода проблемы, скорее всего проблема в трансформаторе, неправильный зазор, неверное количество витков или неправильная фазировка.
Проверим напряжение холостого хода, видим,что оно около 60 вольт, притом если нагрузка отсутствует вращая регулятор выходное напряжение не меняется. Ток потребления системы управления на холостом ходу от источника 24 вольта всего 80мА, с учетом тока потребления катушки реле.
Нагружаем инвертор для проверки системы ограничения тока. Нагрузкой служит мощный реостат, сопротивление выставлено меньше пол ома. Ток должен регулироваться достаточно плавно. Выставляем минимальный ток и попробуем зажечь дугу. Берём двух миллиметровый электрод и попробуем поварить на токах около 50-70 Ампер.
Видео по сборке и наладке сварочного инвертора:
С уважением — АКА КАСЬЯН
Cамодельный сварочный инвертор из доступных деталей своими руками
Инверторная сварка быстро вошла в рабочую сферу мобильных бригад и отдельных специалистов, выполняющих заказы по вызову. Наличие такого сварочного аппарата полезно и каждому хозяину в гараже или частном доме. Компактные размеры устройства, малый вес и высокие показатели качества шва, выгодно выделяют его на фоне крупных трансформаторов. К сожалению, магазинная цена позволяет не всем стать владельцем этого оборудования. Но для тех, кто умеет работать своими руками выход есть — это самодельный сварочный инвертор. Какие инструменты и материалы понадобятся для его создания? Как собрать основные узлы? Что включается в обслуживание и ремонт самодельного устройства?
Реалистичные ожидания
Решая создать аппарат из сподручных деталей, доступный по цене, и пригодный для сварки дома или на небольших заказах, следует осознавать реальность результата. Самодельный инверторный сварочный аппарат значительно проигрывает во внешнем виде перед магазинными аналогами. Для солидного частного предпринимателя, специализирующегося на проводке отопления, установке ограждений, металлических дверей и иных услуг, такой агрегат будет выглядеть не авторитетно.
Но простой сварочный инвертор своими руками отлично подойдет для личных нужд в частном доме, или работах в гараже. Такой аппарат будет способен потреблять 220V от сети, преобразовывать их в 30V, а силу тока увеличивать до 200А. Этого вполне достаточно для работы электродами диаметром 3 и 4 мм. Качество шва будет лучше громоздкого трансформатора, поскольку переменный ток преобразуется в постоянный, и затем обратно в переменный, но с высокой частотой.
Такие инверторы сгодятся для сварки забора, ворот, собственного отопления, дверей. Его удобно переносить, и даже варить с ним, повесив на плечо. Если новичок будет усердно тренироваться, смотреть видео и пробовать на практике накладывать швы, то станет возможным сварка тонких листов стали. Впоследствии можно усовершенствовать схемы сварочных инверторов, своими руками добавив в них механизм подачи проволоки, барабанное крепление и газовые клапана, чтобы получился полуавтомат. Возможна и переделка под аргоновую сварку.
Необходимые детали и инструменты
Для создания инверторного сварочного аппарата своими руками не обойтись без похода в магазин или на рынок. Собрать его абсолютно бесплатно, из предметов в гараже, невозможно. Но итоговая стоимость будет в три раза дешевле покупки готовой продукции. В сварочниках и их создании применяются:
- набор отверток;
- нож;
- пассатижи;
- паяльник, для изготовления электрической платы;
- дрель, для отверстий под переключатели и вентиляцию;
- ножовка;
- листовой металл под корпус;
- болты и саморезы;
- приборы и кнопки на панель;
- конденсаторы, транзисторы и диоды;
- медная шина для обмотки;
- провода для соединения всех узлов;
- элементы для сердечника;
- изоляционная бумага и изолента;
- силовые и рабочие кабеля.
Перед тем, как приступить к созданию сварочного инвертора своими руками, схема которого уже должна быть распечатана на бумаге, стоит посмотреть несколько видео от специалистов о пошаговой сборке. Это поможет увидеть наглядно с чем придется столкнуться, и сравнить результат. Далее предоставляется поэтапная инструкция о том, как сделать сварочный инвертор своими руками. Допускаются некоторые отклонения и вариации, в зависимости от того, какой мощности аппарат необходим на выходе, и какие подручные материалы имеются в наличии.
Трансформатор
Электрическая составляющая инвертора начинается с трансформатора. Он отвечает за понижение напряжения до рабочего уровня, безопасного для жизни, и повышения силы тока, до величины способной плавить металл. Прежде всего необходимо выбрать материал для сердечника. Это могут быть заводские стандартные пластины или самодельный каркас из листового железа. Видео в сети помогает увидеть главный принцип этой конструкции, независимо от используемых вариантов.
Сварочные трансформаторы лучше мотать из медной шины, поскольку оптимальные характеристики — это достаточная ширина и небольшое сечение. Такие параметры позволят задействовать все физические ресурсы материала. Но если такой шины нет, то можно воспользоваться проводом другого сечения. Все это влияет на степень нагрева изделия во время работы.
Трансформатор мотается вручную и состоит из двух частей: первичной и вторичной обмоток. Для инвертора своими руками подойдет:
- Феррит 7 х 7. Первичную обмотку создают из провода ПЭВ 0.3 мм, который наматывают ровно, виток к витку, 100 оборотов.
- Следующий слой — это изолирующая бумага. Подойдет лента от кассового аппарата или стеклоткань. Первая сильно темнеет при нагреве, но сохраняет свои свойства.
- Вторичную обмотку наносят в несколько уровней. Первым идет ПЭВ 1.0 мм в 15 оборотов. Поскольку витков мало, их следует распределить по всей ширине равномерно. Их покрывают лаком и слоем бумаги.
- Второй уровень состоит из ПЭВ 0.2 мм в 15 оборотов, с последующей изоляцией, аналогичной предыдущим слоям.
- Заключительный уровень изготавливается из ПЭВ 0.35 в 20 оборотов. Изолировать слои можно и второпластовой лентой.
Корпус
Когда главный элемент инвертора своими руками создан, можно заняться изготовлением корпуса. Ориентироваться можно на ширину трансформатора, чтобы он свободно помещался внутри. От его размеров стоит рассчитать еще 70% требуемого места под остальные детали. Защитный кожух можно собрать из листа стали 0.5 — 1.0 мм. Углы можно соединить сваркой, болтами, или сделать цельными стороны на гибочном станке (что потребует дополнительных расходов). Понадобится предусмотреть ручку или крепление под ремень для переноса инвертора.
Создавая корпус стоит предусмотреть легкую разборку и доступ к основным элементам в случае ремонта. Необходимо сделать отверстия на лицевой стороне под:
- переключатели силы тока;
- кнопку питания;
- световые диоды, сигнализирующие о включении;
- разъемы под кабеля.
Магазинные сварочные инверторы красятся порошковым покрытием. В домашнем производстве подойдет обычная краска. Традиционными цветами для сварочных аппаратов являются красный, оранжевый и синий.
Охлаждение
В корпусе нужно просверлить достаточно отверстий для вентиляции. Желательно, чтобы они находились в противоположных сторонах напротив друг друга. Понадобиться и вентилятор. Им может стать кулер из старого компьютера. Устанавливать его нужно работой на вытяжку горячего воздуха. Приток холодного производится через отверстия. Разместить кулер стоит максимально близко к трансформатору, — самому горячему элементу устройства.
Преобразование тока
Схема сварочного инвертора обязательно включает диодный мост. Он отвечает за изменение напряжения в постоянное. Пайка диодов осуществляется по схеме «косого моста». Эти элементы тоже подвержены нагреву, поэтому крепить их следует на радиаторы, которые доступны в старых системных блоках. Для их поиска можно обратиться в ремонтные мастерские по компьютерам.
Два радиатора размещаются по краям диодного моста. Между ними и диодами необходимо установить прокладки из термопласта или другого изолятора. Выводы направляются к контактным проводам транзисторов, которые отвечают за возврат тока в переменный, но с повышенной частотой. Соединенные вместе провода должны иметь длину 150 мм. Трансформатор и диодный мост рекомендуется разделять внутренней перегородкой.
В схеме инвертора обязательно наличие конденсаторов, с последовательным соединением. Они отвечают за уменьшение резонанса трансформатора и минимизацию потерь в транзисторах. Последние открываются быстро, а закрываются медленно. При этом появляются потери тока, которые конденсаторы компенсируют.
Сборка и укомплектовка
После создания всех составляющих устройства можно переходить к сборке. На основание крепится трансформатор, диодный мост, электронная схема управления. Происходит соединение всех проводов. На наружную панель фиксируются:
- переключатели резистора;
- кнопка включения;
- световые индикаторы;
- ШИМ-контроллер;
- разъемы под кабеля.
Держатель и зажим для массы лучше купить готовые, потому что они более безопасные и удобные. Но возможно изготовить держатель и самостоятельно, из стальной проволоки диаметром 6 мм. Когда все детали установлены и подключены, можно приступать к проверке аппарата. Меряется исходное напряжение. При 15V оно не должно показывать выше 100А. Осциллографом тестируется диодный мост. После, испытывается временная пригодность к работе, путем слежения за нагревом радиаторов.
Ремонт своими руками
Для длительной и бесперебойной работы инвертор важно правильно обслуживать. Для этого следует раз в два месяца выполнять продувку от пыли, предварительно сняв кожух. Если аппарат перестал работать, можно самостоятельно выполнить ремонт, посмотрев видео в сети основных поломок и способов устранения.
Что проверяется в первую очередь:
- Напряжение на входе. Если оно отсутствует или недостаточно по величине, то устройство работать не будет.
- Предохранители. При скачке сгорают защитные элементы или срабатывает отключение автоматом.
- Температурный датчик. При повреждении блокирует работу последующих узлов.
- Клеммы контактов и паяные соединения. Разрыв цепи прекращает движение тока и рабочие процессы.
Изучив схемы обычных инверторов, и приобретя необходимые детали, а также просмотрев обучающие видео, можно собрать качественный аппарат для сварки, который очень пригодится хорошему хозяину.
Поделись с друзьями
1
0
0
0
Как в домашних условиях собрать инверторный сварочный аппарат
Собрать самодельный инверторный сварочный аппарат по силам даже домашнему мастеру, не обладающему глубокими познаниями в электротехнических процессах. Основным требованием является соблюдение технологии монтажа, соответствие схеме и понимание принципа работы устройства. Если своими руками создать инвертор, то его параметры и производительность не станут значительно разниться с заводскими моделями, но экономия может получиться приличная.
Простой самодельный аппарат инверторного типа позволит качественно осуществлять сварочные операции. Даже инвертор с простой схемой позволяет работать с электродом от 3 до 5 мм и дугой до 1 см.
Характеристики
Подобный сварочник для домашнего применения может обладать следующими параметрами:
- Уровень напряжения — 220 вольт.
- Входная сила тока – 32 ампера;
- Выходная сила тока – 250 ампер.
Для бытового применения подходит инвертор, который функционирует от бытовой электросети 220 В. Если есть необходимость, то возможно собрать более мощное устройство, работающее от 380 В. Он отличается более высокой производительностью по сравнению с однофазным сварочным инверторным аппаратом.
Особенности функционирования
Для начала необходимо разобраться, как функционирует инвертор. По сути, он является компьютерным блоком питания. В нем можно наблюдать преобразование электроэнергии в такой последовательности:
- Входное переменное напряжение трансформируется в постоянное.
- Потребляемый ток частотой 50 Гц преобразовывается в высокочастотный.
- Снижается выходное напряжение.
- Выходной ток выпрямляется, требуемая частота сохраняется.
Подобные преобразования необходимы для снижения массы оборудования и его габаритов.
Трансформаторные сварочные аппараты обладают чувствительным весом и размерами. За счет значительной силы тока в них можно осуществлять дуговое сваривание. Для повышения силы тока и понижения напряжения вторичная обмотка предполагает наличие меньшего количества витков, а сечение провода увеличивается. В итоге трансформаторный сварочник тяжел и габаритен.
Инверторный же принцип позволяет снизить эти показатели в разы. Схема подобного аппарата предполагает повышение частоты до 60-80 кГц, что способствует снижению его габаритов и веса. Чтобы реализовать подобное преобразование применяются силовые полевые транзисторы. Они сообщаются меж собой именно с этой частотой. Питает их постоянный ток, поступающий от выпрямляющего устройства, в качестве которого применяется диодный мост. Значение напряжения выравнивают конденсаторы.
После транзисторов ток передается к понижающему трансформатору. Он представляет собой небольшую катушку. Малые размеры трансформаторной катушки инвертора обеспечены частотой, многократно увеличенной полевыми транзисторами. В итоге получаются аналогичные с трансформаторным аппаратом характеристики, но со меньшим весом и размером.
Что необходимо для сборки
Чтобы создать подобную самоделку необходимо учитывать характеристики схемы, т. е. потребляемое напряжение и ток. Выходной силы тока в 250 ампер достаточно для создания прочного шва. Чтобы реализовать задумку потребуются следующие детали:
- Трансформатор.
- Первичная обмотка (100 витков с проводом ⌀ 0,3 мм).
- 3 обмотки. В наружной: 20 витков, ⌀ 0,35 мм. В средней: 15 и ⌀ 0,2. Во внутренней 15 и ⌀ 1 мм.
Помимо этого, до начала сборки инвертора необходимо приготовить инструменты и элементы для разработки электронных схем. Потребуются:
- Отвертки;
- Паяльник;
- Нож;
- Ножовка по металлу;
- Крепеж;
- Электронные элементы;
- Медные провода;
- Термобумага;
- Электротехническая сталь;
- Стеклоткань;
- Текстолит;
- Слюда.
Схемы
Принципиальная электрическая схема инвертора — один из наиболее ответственных моментов при проектировании или ремонте инверторного аппарата. Поэтому рекомендуем сначала подробно изучить варианты, а потом приступать к их реализации.
Список радиоэлементов
Силовая часть
Блоку питания отводится одна из ведущих ролей в инверторном аппарате. Он представляет собой трансформатор, который намотан на феррите. Он обеспечивает стабильное понижение напряжения и повышение значения тока. Необходимо 2 сердечника Ш20х208 2000 нм.
Для создания термоизоляции между обмотками инвертора применяется термобумага. Чтобы свести к минимуму отрицательное воздействие при постоянных перепадах напряжения в электросети, обмотка должна проводится по всей ширине сердечника.
Для обмотки трансформатора специалисты рекомендуют применение медной жести, имеющую ширину 40 мм и толщину 0,3 мм. Ее нужно обернуть в термобумагу 0,05 миллиметров (кассовая лента). Специалисты объясняют это тем, что во время сварки высокочастотный ток вытесняется на поверхность толстых проводов, а сердцевина не задействуется и выделяется много тепла. Поэтому обычные проводники не подходят. Исключить подобный эффект можно при помощи проводников со значительной поверхностной площадью.
Аналогом медной жести, который допускается использовать, является провод ПЭВ с сечением 0,5-0,7 мм. Он является многожильным с воздушными зазорами между жилами, что позволяет уменьшить нагревание.
Эту рекомендацию необходимо обязательно учитывать, так как нагреву подвержен не ферритовый стержень, а непосредственно провода обмотки. Именно по этой причине так важна вентиляция инвертора.
После создания первичного слоя в этом же направлении наматывается экранирующий провод со стеклотканью. Этот провод (подобного диаметра) обязан полностью перекрыть стеклоткань. Таким же образом необходимо действовать и с другими обмотками трансформатора. Их необходимо изолировать друг от друга при помощи указанных выше изоляторов.
Чтобы напряжение от трансформатора к реле было на уровне 20 – 25 вольт, необходимо правильно выбрать резисторы. Главной задачей питающего блока инвертора является изменение переменного тока в постоянный. Реализует это диодная мостовая схема типа «косой мост».
В работе диоды инверторного аппарата будут греться. Поэтому их необходимо размещать на радиаторе. Допускается применять радиаторы от компьютеров. Благо они сейчас широко распространены и недороги. Потребуется 2 радиатора. Верхний элемент моста фиксируется на одном, а нижняя – на втором. При этом при монтаже первого необходимо использовать прокладку из слюды, а во втором случае – термопасту.
Выход диодного моста — в том же направлении, что и выход транзисторов. Использовать провода длиной не более 15 см. Основа инверторного блока — транзисторы. Мост требуется отделять от блока питания листом металла, который впоследствии прикрепляется к корпусу.
Монтаж диодов на радиаторе
Инверторный блок
Основной задачей этого узла инвертора является трансформация выпрямленного тока в высокочастотную переменную составляющую. Исполнять эту функцию призваны силовые транзисторы, открывающиеся и закрывающиеся на высокой частоте.
Создавать преобразовывающий узел инверторного аппарата лучше не с одним транзистором помощнее, а с использованием нескольких более слабых. За счет этого стабилизируется частота тока и минимизируется шумовой эффект во время сварки.
В схеме инвертора должны присутствовать конденсаторы. Соединяются в последовательной цепи. Выполняют 2 основные задачи:
- Минимизируют резонансные выбросы блока питания.
- Снижают потери транзисторного блока, возникающие после включения. Объясняется это тем, что транзистор открывается скорее. Скорость закрытия заметно меньше. При этом происходит потеря тока и нагреваются ключи в транзисторном блоке.
Система охлаждения
Силовые элементы преобразователя во время сварки будут значительно нагреваться. Это может быть причиной поломки. Для исключения этого помимо упомянутых выше радиаторов следует применять вентилятор, исключающий перегрев и обеспечивающий стабильное охлаждение.
Одного вентилятора достаточной мощности может быть достаточно. Однако при использовании элементов старого ПК, то может потребоваться до 6 штук, 3 из которых необходимо размещать возле трансформатора.
Чтобы полностью защитить самодельный инвертор от перегрева можно задействовать датчик температуры. Его следует смонтировать на наиболее греющийся элемент с радиатором. Элемент сможет отключить питание при достижении определенной температуры, а индикация сигнализировать о критическом уровне.
Для эффективной и стабильной работы системы вентиляции инвертора необходимо обеспечить постоянный правильный забор воздуха. Для этого отверстия, по которым будет забираться воздух, не должны ничем перекрываться. В корпусе инвертора следует предусмотреть достаточное количество отверстий. При этом размещать их нужно на противоположных поверхностях корпуса.
Управление
При размещении электронных плат аппарата возможно применять фольгированный текстолит с толщиной 0,5 – 1 миллиметр.
Чтобы обеспечить автоматическое управление работой инверторной сварки следует купить и смонтировать ШИМ-контроллер. Он будет стабилизировать силу сварного тока и уровень напряжения. Для удобного управления в лицевой части размещаете все органы управления и точки подключения.
Корпус
После создания главных элементов инверторной сварки можно приступать к подготовке корпусных деталей. При планировании нужно учитывать ширину трансформатора, так как он должен беспрепятственно размещаться в корпусе. Исходя из этого размера следует добавить примерно 70% пространства для остальных деталей. Защитный кожух возможно сделать из листового железа, толщиной 0,5-1 миллиметра. Соединение элементов можно проводить при помощи сварки, болтов. Более изысканным вариантом будет цельная конструкция из выгнутых исходных материалов. Обязательны ручки и крепления для ремня, чтобы переносить аппарат.
При разработке инвертора нужно учесть возможность простой разборки для доступа к внутренним компонентам, чтобы их легко отремонтировать. Лицевая сторона также должна содержать:
- Переключатель силы тока;
- Кнопка, которой аппарат будет включаться/отключаться;
- Световые элементы индикации;
- Разъемы для подключения кабелей.
Заводские инверторы окрашиваются порошковым красителем. В быту можно использовать обычную краску. Нанести покрытие стоит для исключения появления ржавчины.
Подключение
Собранный сварочный аппарат нужно подключать в электросеть. При подключении к розетке следует предусмотреть наличие предохранителя или автоматического выключателя. Для защиты на входе в инвертор можно установить автоматический выключатель на 25 ампер.
Если точка подключения удалена, то можно использовать удлинитель.
Включение аппарат происходит по стандартной схеме – с помощью кнопки «вкл/откл». Должна загореться индикация, обычно для этого используется зеленый светодиод.
Производить подключение к сети необходимо проводом, имеющим сечение минимум 1,5 мм2. Однако оптимальным сечением будет провод 2,5 мм2.
Перед включением аппарата в электросеть следует проверить наличие изоляции всех высоковольтных элементов от корпусных деталей.
Проверка работоспособности
После проведения всех работ по сборке и отладке необходимо осуществить проверку работоспособности созданного инвертора.
По рекомендациям специалистов необходимо провести проверку силы тока и напряжения аппарата с использованием осциллографа. Нижняя петля по напряжению должна составлять до 500 вольт, не превышая значения в 550 В. Если все конструктивные требования соблюдены, то уровень напряжения будет составлять 330 — 350 вольт. Но этот метод доступен не всегда, ведь не у каждого дома имеется свой подобный измерительный прибор.
Зачастую проверка проводится в действии непосредственно сварщиком. Для этого проводится создание пробного шва с полным выгоранием электрода. По окончанию пробного сваривания нужно проверить температуру на трансформаторе. Если она зашкаливает, то в схеме имеются какие-то недоделки и следует все перепроверить.
Если температура силового блока в норме, то можно провести еще 2-3 пробных захода. После этого проверить температуру радиаторов. Они также могут перегреваться. Если после двух – трех минут они приходят в норму, то можно смело продолжать работу.
Настройка инвертора – полезные советы
Процедура сборки аппарата не отличается сложностью. Наиболее важным этапом является настройка инверторного аппарата. Может быть, что придется обратиться за помощью к специалисту.
1. Для начала нужно подключить 15 вольт к ШИМ с одновременным подключением одного конвектора. Так можно снизить нагрев и шумность во время работы.
2. Чтобы замыкать резистор нужно подключать реле. Оно подключается при окончании зарядки конденсаторов. За счет этого можно значительно снизить колебания напряжения во время подключения к электросети 220 вольт. Без резистора при прямом подключении возможен взрыв.
3. Проверить срабатывание реле замыкания резистора спустя пару секунд после подачи тока к плате ШИМ. Проконтролировать наличие на плате импульса прямоугольной формы, после отработки реле.
4. Подача питания 15 вольт на мост для проверки его работоспособности и правильности сборки. Сила тока должна быть не выше 100 мА на холостом ходу.
5. Проверка корректности размещения фаз. Применять осциллограф. На мостовую схему от конденсаторов через лампу подается 200 вольт с нагрузкой 200 Вт. На ШИМ выставляется частота 55 кГц. Подсоединяется осциллограф, проверяется форма сигнала и уровень напряжения (не более 350 вольт).
Для определения частоты аппарата следует медленно понижать частоту ШИМ до тех пор, пока на ключе IGBT не произойдет небольшой заворот. Полученное значение частоты нужно разделить на 2 и прибавить частоту перенасыщения. В итоге получится рабочее колебание частоты трансформатора.
Трансформатор аппарата не должен издавать никаких шумов. При их наличии необходимо проверять полярность. К диодному мосту можно подключать питание для теста через подходящую бытовую технику. К примеру, подойдет чайник, имеющий мощность 3000 Вт.
Идущие к ШИМ проводники нужно выполнять короткими. Их требуется скручивать и размещать дальше от источника помех.
6. Постепенно повышается ток при помощи резистора. При этом необходимо прислушиваться к инвертору и контролировать значения на осциллографе. На нижнем ключе не должно быть более 500 вольт. Среднее значение – 340. Если присутствуют шумы, то возможна поломка IGBT.
7. К свариванию приступать после 10 секунд. Проверяются радиаторы, если не нагрелись, то работу продлевать еще на секунд 20. После повторной проверки сваривание может продолжаться от одной минуты и дольше.
Безопасность
Все проводимые операции, за исключением проверки работоспособности, необходимо проводить исключительно на обесточенном оборудовании. Каждый элемент рекомендуется заранее проверить, чтобы после установки он не вышел из строя из-за перенапряжения. Основные правила электробезопасности также обязательны к выполнению.
Таким образом сделать самодельную инверторную сварку по силам практически каждому. Предложенное описание должно помочь разобраться во всех нюансах. Если изучить видео уроки и фото материалы, то собрать устройство не составит труда.
Сварочный инвертор своими руками: схемы и порядок сборки
Инверторные сварочные аппараты получили широкое применение в строительной сфере благодаря их высокой производительности и небольшому весу. Однако не каждый может позволить себе такой инструмент. Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, легкую ремонтоспособность, однако очень существенный недостаток не только их вес, но и зависимость от напряжения. Ввод электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Сварочный инвертор является обыкновенным импульсным блоком питания, работа которого основана на следующих принципах:
- Входное напряжение (сетевое питание сварочного инверторного аппарата 220 В переменного тока) преобразуется в постоянное.
- Постоянный ток преобразовывается в высокочастотный переменный.
- Происходит процесс преобразования напряжения путем его снижения.
- Выпрямление тока и преобразование для сварочных работ с сохранением частоты.
Благодаря этим моментам происходит снижение массы и габаритов аппарата. Для того чтобы собрать инверторную сварку своими руками необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
С изобретением импульсного блока питания решить проблему с массой и размерами оказалось проще, ведь размеры и вес самого трансформатора снижаются в несколько десятков или сотен раз. Например, при увеличении частоты в 6 раз можно снизить габариты трансформатора в 3 раза. Это приводит к значительной экономии материала.
Благодаря мощным ключевым транзисторам, применяемым в инверторной схеме, происходит переключение с частотой от 50 до 80 кГц. Эти транзисторы работают только от постоянного напряжения.
Как известно из курса физики, для получения постоянного напряжения применяется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные значения синусоидального напряжения. Но применение одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Для получения нормального постоянного напряжения применяется конденсаторный фильтр. После этих преобразований на выходе фильтра появляется напряжение постоянного тока свыше 220 В.
Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
БП служит источником питания инверторной схемы. Транзисторы подключены к понижающему трансформатору, который является импульсным и работает на частотах в диапазон от 50 до 90кГц. Мощность такого трансформатора примерно такая же, как и у его огромного собрата — сварочного силового трансформатора.
Модернизация такого прибора становится более легкой, потому что благодаря его размерам и массе, появляется дополнительные возможности по увеличению стабильности работы сварочного аппарата.
Существует огромное количество изготовления самодельных сварочных инверторов, схемы которых разнообразны по функциональности и способам монтажа. Разберем каждую из самодельных моделей подробно.
Изготовление резонансного инвертора
За основу необходимо использовать блок питания компьютера форм-фактора AT, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, в противном случае, если их нет, то покупаются на рынке. Все компоненты имеют низкую стоимость.
Рекомендации по изготовлению:
- Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.
- Использовать стабилитроны KC213 для предотвращения выхода из строя транзисторов.
- Для снижения наводок и помех необходимо монтировать рядом с трансформатором силовые транзисторы высокочастотного типа.
- Дорожки для силового моста и силового блока на плате из толстого текстолита (не менее 4 мм) необходимо сделать шире (протекают токи до 30 А) и залудить тугоплавким припоем (не менее 2 мм).
- Кабель питания использовать не менее 3 квадратов.
- Использовать двойную изоляцию (несгораемые слюдяные или стекловолоконные кембрики) для высоковольтных цепей.
- Дроссель должен быть без металлического кожуха.
- Хорошая постоянная вентиляция.
- Силовые диоды (выходные) необходимо защитить от пробоя с помощью RC-цепочки.
После чего необходимо определиться с параметрами инверторной сварки своими руками. А также возможно использовать и такие характеристики:
- Выходной ток нагрузки: от 5 до 120 А.
- Напряжение (при холостом ходе): 90 В.
- Продолжительность нагрузки может изменяться. Все зависит от диаметра электрода: 2 мм = 100%, 3 мм = 80%. Необходимо учесть влияние высокой температуры.
- Входная сила тока: около 10А.
- Приблизительная масса: около 3 кг.
- Должен присутствовать регулятор силы тока при сварке.
- Тип вольт-амперной характеристики, обеспечивающей работу в полуавтоматическом режиме: падающая.
Схема оборудования
Основная часть — задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Трансформатор необходимо собрать на сердечниках типа Е42, который применяется в старых ламповых мониторах. Для изготовления необходимо примерно 5 штук таких трансформаторов.
Еще один трансформатор следует использовать для дросселя. Остальные элементы индуктивности собираются из сердечника типа 2000НМ. Диоды и транзисторы необходимо установить на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода примерно равно 36 В с длинной дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели следует уложить в ферритовые трубки или кольца из феррита блока питания.
Конструктивной особенностью схемы является возникновение максимального тока в I обмотке во время резонанса.
Схема 1 — Схема сварочного резонансного инвертора
Благодаря малому весу и габаритам появляется возможность модернизировать аппарат.
Предотвращение залипания электрода
Для этого случая применяется транзистор IRF510, являющиеся полевым. Кроме того, он обеспечивает еще плавный пуск и прерывание входа на микросхеме SG3524:
- При высокой температуре срабатывает термодатчик.
- Отключение при помощи тумблера.
- Блокировка при КЗ (коротком замыкании).
Простой сварочный прибор
Эта модель рассчитана на напряжение 220 В и ток величиной в 32А, после преобразования его величина достигнет 280А. Такого значения вполне достаточно для прочного шва на расстоянии до 1,5 сантиметра.
Схема и комплектующие
Основным элементом является трансформатор, который достаточно тяжело сделать, но вполне реально.
Основные данные:
- Состоит из ферритового сердечника (7×7 либо 8×8).
- Первичная обмотка составляет примерно 100 витков и ее диаметр 0,3 мм.
- Вторичные обмотки — 3 штуки: 15 витков и диаметр провода 1 мм; 15 витков — 0,2 мм; 20 витков — 0,35 мм.
- Материалы для трансформатора: медные провода соответствующего диаметра, стеклоткань, текстолит, электротехническая сталь (для железняка), хлопчатобумажный материал.
Для четкого понимания принципа работы необходимо внимательно изучить схему основных узлов.
Рисунок 1 — Структурная схема инверторного сварочного аппарата
Пояснение к схеме:
- Сетевой выпрямитель, выполняющий преобразования переменного напряжения в постоянное.
- Сетевой фильтр сглаживает пульсации.
- Преобразователь частоты выполняется на транзисторах.
- Высокочастотный сварочный трансформатор участвует в преобразовании напряжения.
- Силовой выпрямитель осуществляет выпрямление тока в постоянный заданной частоты.
- Управление преобразователем частоты выполнено в виде регулятора для выставления режима работы.
Блок питания и силовая часть
Блок, состоящий из трансформатора, выпрямителя и фильтра (или системы фильтров) выполняется отдельно от силовой части.
Схема 2 — Принципиальна схема БП
Проводники (длиной не более 15 см) для управления затворками транзисторов необходимо припаивать поближе к последним, причем проводники соединяются попарно между собой, сечение их не играет роли.
Основой силового блока является понижающий трансформатор с сердечником Ш20×208 2000 нм, причем II обмотка наматывается в несколько слоев провода, изоляция которого не повреждена. На вторичку необходимо мотать следующим образом, изолируя слои: 3 слоя, а затем прокладка-фторопласт, затем опять 3 слоя и снова прокладка-фторопласт. Это делается для увеличения сопротивляемости перегрузкам. После чего на II обмотку поставить конденсатор не меньше 1000 В.
Для обеспечения циркуляции воздуха между слоями обмоток необходимо собрать на ферритовом сердечнике трансформатор тока, подключенный к плюсу, и его сердечник следует обмотать термобумагой (кассовая лента). Выпрямительные диоды прикрепить на радиатор.
Схема 3 — Силовая часть инвертора
Инверторный блок и охлаждение
Основным предназначением инверторного блока является процесс преобразования постоянного в переменный высокочастотный ток. Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности.
Немаловажным элементом всего устройства является достаточно хорошее охлаждение. Для этого следует использовать кулера с компьютерной техники, но не следует ограничиваться одним, ведь необходимо обеспечить достаточное охлаждение для силовой схемы, радиаторы которой служат для отвода тепла, но это тепло необходимо рассеивать. Для полной защиты необходимо вмонтировать термодатчик (устанавливается на нагревательном элементе), благодаря которому будет размыкаться питание от сети.
Пайка, настройка и проверка работоспособности
Ключевым фактором является пайка, ведь при правильном размещении деталей зависит размер всего изделия и возможность оптимального охлаждения. Диоды и транзисторы устанавливают на встречном направлении друг к другу. Входная цепь расчитывается с запасом, примерно на 300 В.
Для настройки функционирования необходимо подключить широтно-импульсный модулятор к 15 В для запитки кулера. Реле включается вместе с резистором R11 и должно выдавать 150мА.
После проведенных манипуляций необходимо приступить непосредственно к проверке работоспособности устройства:
- Запитать прибор от сети.
- Задать высокие показатели тока.
- Сверить показания по осциллографу: в нижней петле напряжение около 500 В, но не более 550. При правильной сборке значение этого напряжение будет не менее 350 В.
- Отсоединить осциллограф и отключить инвертор. Подготовить электроды.
- Начинать производить сварочные работы и следить за трансформатором, если он закипает, то еще раз перебрать схему.
- После 3−4 швов радиаторы нагреваются. Для охлаждения необходимо дать остыть прибору, не выключая его из сети (охлаждение выполнит свою функцию).
Если эта схема показалась очень сложной, то рассмотрим схему совсем простого устройства.
Простейшее инверторное устройство для сварки
Модель этого агрегата является очень простой и бюджетной. Собрать ее несложно благодаря простой принципиальной схеме.
Процесс всей сборки можно разделить на этапы, кроме того, необходимо собрать все детали, материалы:
- Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).
- Монтируется кулер.
- Основа аппарата для сварки подсоединяется к трансформатору, состоящей из диодов, транзисторов.
- Конденсаторы необходимы для ликвидации резонансных выбросов.
- Необходимо использовать снабберы для рассеивания мощности (свв-81 и к78−2).
- Установить все элементы на гетинаксовую плату, исходя из конфигурационных размеров.
- Вывести светодиоды и переменный резистор (ручку) на панель настройки и индикации.
- Поместить все это в корпус.
Схема 4 — Схема самого простого сварочного инвертора своими руками
После сборки аппарат необходимо настроить и произвести диагностику при первом запуске для выявления погрешностей работы.
Настройка инвертора:
- Подключение 15 В к ШИМ.
- Подключить реле после зарядки конденсаторов для замыкания резистора. При использовании напрямую существует вероятность взрыва!
- При холостом ходе сила тока моста должна быть менее 100мА.
- Проверка корректности установки фаз трансформатора, использовав осциллограф в 2-а луча. Выставить частоту ШИМ 55кГц и в этом случае напряжение не должно превышать 330 В.
- Для определения частоты самого аппарата стоит снизить частоту ШИМ постепенно до тех пор, пока на IGBT не появится заворот, зафиксировав этот показатель (разделить на 2 и прибавить частоту насыщения). Это и есть рабочее колебание частот трансформатора.
- Потребление моста 150мА.
- Трансформатор не должен сильно шуметь, если шумовые эффекты имеются, то обратить внимание на полярность.
- Повышать плавно ток инвертора переменным резистором. При этом показания осциллографа не превышают 550 В. Оптимальным является 340 В.
- Начать сварку с 5 секунд и постепенно увеличить время. Варить не более 3 минут, давая остыть аппарату.
Таким образом, собрать инвертор для сварки можно и своими руками. Необязательно использовать сложные схемы, ведь радиолюбители нашли оптимальное решение в бюджетном варианте. А уровень сложности схем варьируется от достаточно сложных до простых. Для сборки сварочного инвертора своими руками необязательно покупать дорогие детали, а можно использовать подручные средства.
Сборка самого простого сварочного инвертора своими руками, схемы и рекомендации
Сделать сварочный инвертор своими руками – задача вполне посильная даже для человека, поверхностно знакомого с электроникой.
Главное, понимать, как работает устройство, и чётко следовать инструкциям. Многие думают, что самодельные приборы не позволят им проводить эффективные сварочные работы.
Однако правильно сделанный инвертор не только будет работать не хуже серийного, но и поможет вам сэкономить кругленькую сумму.
Что понадобится для сборки инвертора
Для того чтобы создать самый простой сварочный инвертор самостоятельно, вам понадобятся:
- паяльник;
- слюда;
- термобумага;
- тонкий лист бумаги;
- запчасти для создания электросхемы;
- отвёртки;
- нож;
- крепёжные элементы с резьбой;
- ножовка по металлу;
- текстолит.
Всё это вам стоит подготовить, чтобы собрать сварочный инвертор, схема такого устройства будет включать:
- драйверы силовых ключей;
- блок питания;
- силовой блок.
При такой сборке инвертор будет иметь следующие характеристики:
- потребляемое напряжение — 220 В;
- сила тока на входе — 32 А;
- сила тока на выходе 250 А.
Создание блока питания
Очень важно правильно сделать трансформатор для блока питания. Он будет обеспечивать подачу стабильного напряжения. Трансформатор мотается на феррите шириной 7х7, всего формируется 4 обмотки:
- первичная (100 витков провода диаметром 0,3 мм)
- первая вторичной (15; 1 мм)
- вторая вторичной (15; 0,2 мм)
- третья вторичной (20; 0,3 мм)
Для начала нужно выполнить первую обмотку и изолировать её стеклотканью. На нее нужно намотать слой экранирующего провода, его витки следует располагать в том же направлении, что и витки самой обмотки.
Таким же образом выполняйте и остальные обмотки, не забывая изолировать их друг от друга.
Главная задача инвертора — преобразовывать переменный ток в постоянный. Для этого используются диоды, установленные по схеме «косого моста» . Также необходимо подобрать подходящие резисторы для электроцепи .
По этой схеме стоит собирать этот блок:
В такой схеме диоды сильно нагреваются, поэтому их просто необходимо монтировать на радиаторах. Как радиаторы можно использовать охлаждающие элементы от различных устройств. Крепите диоды на два радиатора, верхнюю часть через слюдяную прокладку к одному, нижнюю через термопасту ко второму.
Выводы диодов следует направить в ту же сторону, что и выводы транзисторов. Соединяющие их провода должны быть не длиннее пятнадцати сантиметров. С помощью сварки прикрепите на корпус лист металла между блоком питания и инверторным блоком.
Сборка силового блока
Силовой блок снижает напряжение тока, но увеличивает его силу. Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Распространённой ошибкой является создание обмотки понижающего трансформатора из толстой проволки. Этот трансформатор работает с высокочастотным током, поэтому оптимально будет использовать широкие проводники.
Инверторный блок
Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются открывающие и закрывающие трансформаторы с высокой частотой.
Вот схема этого блока:
Схема этого блока не так проста, как предыдущая. А всё из-за того, что эту часть стоит собирать на основе нескольких мощных трансформаторов. Это позволит сбалансировать частоту, а также значительно снизит уровень шума при сварочных работах.
Чтобы свести к минимуму резонансные выбросы трансформатора и снизить потери в транзисторном блоке, в эту схему добавлены соединённые последовательно конденсаторы.
Охлаждение
Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения. Перенагревание может привести даже к выходу всего устройства из строя, поэтому, кроме радиаторов, используются вентиляторы. Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше.
Сборка конструкции
Для финальной сборки вам нужен будет качественный корпус. Вы можете либо купить его, либо самостоятельно собрать, используя тонкие листы металла. Транзисторные блоки закрепляйте с помощью скоб.
Используя текстолит, создайте электронные платы. Во время монтажа магнитопроводов сделайте между ними зазоры для циркуляции воздуха.
Вам нужно будет приобрести и установить на ваш инвертор ШИМ-контроллер, который будет стабилизировать силу и напряжение тока. Также на лицевой части инвертора закрепите элементы управления: тумблер для включения/выключения устройства, сигнальные светодиоды, зажимы для кабелей и ручку переменного транзистора.
Проверка инвертора на работоспособность
Сделать инвертор своими руками, конечно, важно, но также важно правильно провести его диагностику. Для начала подайте небольшой ток в 15 В на ШИМ-контроллер и вентилятор. Таким образом вы проверите работоспособность контроллера и не допустите перегрева при тестах.
После заряда конденсаторов подавайте ток на реле, отвечающее за замыкание резистора. Ни в коем случае не подавайте ток напрямую — может произойти взрыв. Проверьте, замкнулся ли резистор, после того как реле сработает. Также при его срабатывании на плате ШИМ сформируются прямоугольные импульсы, поступающие к оптронам. Точно так же проверьте правильность сборки диодного моста.
Для проверки правильности подключения фаз трансформатора используйте двухлучевой осциллограф. Один луч присоедините к первичной обмотке, второй — ко вторичной. Фазы импульсов должны получиться одинаковыми. Ориентируйтесь по шумам осциллографа, это поможет вам определиться, как вам нужно доработать схему агрегата.
Не забудьте проверить время беспрерывной работы инвертора. Начните с 10 секунд и постепенно повышайте время до 20 секунд и одной минуты.
Проводите диагностику сварочного инвертора время от времени и не забывайте о его обслуживании. Ведь только при должном уходе он прослужит вам долго.
Дешевая сварка панков: 7 шагов (с изображениями)
Сварка стали, нержавеющей стали, алюминия. Припаяйте что угодно. Действительно хорош для листового металла, тонких труб и ржавых материалов.
Стоимость: 200 долларов и выше.
У многих есть резервуары для резки. Они не понимают, что это их лучший сварщик для множества работ. Наденьте на него самый маленький наконечник, и его легче использовать для тонких трубок и листового металла, чем с любым другим сварочным аппаратом, который я пробовал. В качестве присадочного прутка можно использовать плечики для одежды и случайную проволоку.
Ацетилен — не единственное топливо для этого, вы можете использовать пропан, водород или почти любой горючий газ. Ацетилен имеет самое горячее пламя. Получите бесплатное руководство по газовой резке / сварке в сварочном цехе. В нем есть таблицы, указывающие, какой размер наконечника и давление использовать для какого топлива. И какой толщины из какого металла вы работаете. Как и при любой другой сварке, проверка в первую очередь делает ваши сварные швы красивыми.
Я только что сварил из НКТ лестницу из нержавеющей стали. В качестве наполнителя я использовал нержавеющие велосипедные спицы от утильных колес.Теперь я хочу сделать намного больше подобных вещей. Вам не понадобится шлем или перчатки, только пара сварочных очков. Действительно тихо.
В Ошкоше учат сваривать каркасы самолетов и алюминий с ацетилено-кислородной и кислородно-водородной сваркой. Это действительно общительный вид сварки. Он не отталкивает людей ультрафиолетом, испарениями и шумом. Для алюминия вы используете немного белого флюса, чтобы закрасить область перед нагреванием.
Мы использовали алюминиевый флюс ESAB № 35 и сварочные стержни из сплава Alcotec ER1100 3/64 дюйма.
TM tinmantech Aluminium Premium Flux также.
Магазины глушителей, даже крупные франчайзинговые компании, используют кислородно-ацетилен для ремонта труб. Вы можете настроить пламя на «понижение» при нехватке кислорода. Измученное пламя снова превращает ржавчину в сталь.
Нержавеющая сталь ржавеет, если с ней правильно не обращаться. Вы не можете использовать стальную щетку или старый шлифовальный круг, который использовался для обработки обычной стали. Это натрет поверхность ржавым железом. Возьмите новый шлифовальный круг и используйте его только для нержавеющей стали.После сварки необходимо «пассивировать» нержавеющую сталь. Кристаллы ржавого железа выходят на поверхность сварного шва. Сварочный шов нужно очищать чем-нибудь, а не металлической мочалкой или стальной щеткой. Я использую бронзовую кисть. Затем используйте лимонный сок, чтобы стереть все железо с поверхности. Оставшиеся хром и никель не ржавеют. Если вы не смешиваете разные сорта нержавеющей стали, или у вас не возникнет проблема с электричеством, или…
Но пока не беспокойтесь об этом, оно все равно ржавеет намного медленнее, чем обычное железо.
Лучший сварщик для самостоятельного ремонта и обслуживания дома
Нет ничего более приятного, чем наличие собственной домашней мастерской и возможность выполнять проекты по ремонту дома или дома.Те из нас, у кого есть способность строить, чинить, создавать и ремонтировать вещи, — это редкая порода, которая не любит ничего, кроме как провести дождливый (или любой другой) день в мастерской. Часто мы обнаруживаем, что, хотя в наших мастерских есть все оборудование для работы с деревом, наличие сварщика открывает совершенно новые возможности для творчества. В этой статье мы обсудим, какой сварщик лучше всего подходит для самостоятельного ремонта и обслуживания дома.
Типы сварочных аппаратов своими руками
Иметь сварщика в мастерской — это одно, но какой сварщик лучше всего подходит для проектов DIY.Что хотим сварить, что строим, что ремонтируем? Здесь мы рассмотрим три распространенных типа сварщиков: дуговые, сварочные аппараты MIG и TIG
.
Аппараты для дуговой сварки и их применение
Дуговые сварочные аппараты — это ваш основной и оригинальный сварочный аппарат. Эти машины, использовавшиеся на протяжении десятилетий, создавали целую промышленность. Первый аппарат для дуговой сварки был изобретен примерно в 1890 году, а первые сварочные электроды с покрытием были изобретены примерно в начале 1900 года.
Сегодня аппараты для дуговой сварки все еще используются в промышленности и в домашних мастерских.Новое поколение аппаратов для дуговой сварки — компактные, портативные и мощные. Часто они подходят не только для дуговой сварки, но и для сварки TIG.
Сварочные аппараты
обычно используются в строительной и ремонтной промышленности, особенно в таких областях специальной сварки, как сварка труб и подводная сварка. В то время как специалист по домашнему хозяйству может использовать эти машины для основных работ по изготовлению и ремонту оборудования.
Преимущества и недостатки дуговой сварки
Преимущества дуговой сварки
- Очень портативный , Новые аппараты, такие как 140 Forney EasyWeld Arc Welder, очень легкие .При весе всего 10 фунтов или около того эти машины идеально подходят для технического обслуживания и общих производственных работ.
- Дуговые сварщики не привередливы к состоянию свариваемого металла и будут сваривать грязные материалы. Также можно сваривать оцинкованную сталь, нержавеющую сталь и практичный чугун.
- Аппарат для дуговой сварки без защитного газа можно использовать в любую погоду .
- Цена. Большинство аппаратов для дуговой сварки, используемых в домашних условиях, — это , очень доступные по цене . Сварочный аппарат на 140 А можно купить менее чем за двести долларов.Другой фактор экономии — отсутствие необходимости в дополнительном защитном газе.
- Идеально для трубопроводов.
- Основы «Дуговая сварка» можно освоить за относительно короткое время при хорошем обучении. (У U-образной трубки есть много видео о том, как дуговой сваркой)
Недостатки дуговой сварки
- Может потребовать большей очистки, чем сварочные аппараты MIG, в зависимости от типа используемого электрода.
- Трудносвариваемая очень тонкая сталь и листовой металл
- Не так эффективен, как сварочный аппарат MIG, когда речь идет о производительности.Они медленные в использовании, поскольку вы постоянно меняете электроды.
- Для качественной сварки, такой как подводная сварка или сварка труб, требуется высокий уровень опыта и подготовка.
Mig Welders — Лучший сварщик для DIY
Сварочные аппараты
Mig для общего ремонта и домашнего ремонта будут наиболее универсальными из всех трех типов и для большинства из них будут лучшими сварочными аппаратами для домашних хозяйств. Эти сварочные аппараты работают, используя непрерывную подачу проволоки, которая является присадочным стержнем к месту возникновения дуги.
Однако они требуют использования защитного газа в некоторых приложениях.Это может ограничить портативность, но при сварке низкоуглеродистой стали есть способ обойти эту проблему.
Защитный газ требуется для сварочных аппаратов MIG, если вы собираетесь сваривать низкоуглеродистую сталь, нержавеющую сталь и алюминий. Есть еще один вариант сварки низкоуглеродистой стали с использованием сварочной проволоки с флюсовой сердцевиной. Использование проволоки с флюсовым сердечником не требует защитного газа, поскольку флюсовая проволока обеспечивает защиту сварочной ванны.
Нажмите, чтобы увидеть один из лучших сварочных аппаратов Mig для DIY
Преимущества сварочных аппаратов MIG для DIY
- Хорошая цена для машин хорошего качества
- Сварочные аппараты Modern Mig меньше, легче и компактнее, а в некоторых случаях имеют большую мощность.
- Сварка MIG — самый простой из всех типов сварки для изучения
- Может сваривать намного быстрее, чем аппараты для дуговой или TIG-сварки
- Отлично подходит для сварки тонких металлов, таких как автомобильные панели.
- Сварные швы имеют хорошую отделку и более чистые, без шлака.(порошковая проволока создает немного шлака и некоторую очистку)
- Один аппарат может сваривать низкоуглеродистую сталь, алюминий, нержавеющую сталь и использовать порошковую проволоку.
- Сварку сердечника флюсом можно производить на открытом воздухе в ветреную погоду
Недостатки сварочных аппаратов MIG
- Требуется защитный газ, если не используется проволока с сердечником из флюса.
- Использование защитного газа требует очень стабильных атмосферных условий, чтобы не сдувать газовую защиту
- Лучше всего использовать для более тонких металлов.В зависимости от мощности вашей машины. Например, для сварки двухдюймовой пластины требуется сварщик не менее 500 ампер.
- Требуется более тщательная подготовка, чем при сварке штангой, зона сварки должна быть очищена от грязи, ржавчины или краски.
Сварщики Tig, преимущества и недостатки
Сварочные аппараты TIG — это высокоточные аппараты. Вероятно, не лучший сварщик для DIY, но если вы занимаетесь точной работой, вам следует подумать об этом. Обычно используется в промышленности и производстве в таких отраслях, как производство продуктов питания и спортивного оборудования.Рама вашего велосипеда, скорее всего, сварена методом сварки TIG.
Преимущества
- Сварные швы практически не требуют очистки, очень чистые
- Сварные швы могут быть очень маленькими и деликатными
- Отлично подходит для сварки тонких металлов и листового металла
- Прочные качественные сварные швы
- Нагревание сварного шва можно контролировать с помощью педали
- Может сваривать сталь, сплавы и нержавеющую сталь
Недостатки
- Требуется защитный газ
- Сварочный процесс требует определенных навыков
- Не подходит для сварки толстой стали
Заключение
Суть в том, что сварщики MIG будут лучшими сварщиками для DIY для большинства людей.Это означает, что они самые универсальные и справятся практически со всем. Излишне говорить, что следующий лучший вариант — обратиться к дуговой сварке. Они больше подходят для обслуживания ферм и более тяжелых строительных проектов.
Ноэль Дэвидсон веками сваривал сталь, пил дерево и строил крутые штуки, его блог Habitatdiy.com посвящен самоделкам и творчеству, потому что это возможно.
Лучший сварщик для начинающих и любителей DIY
Если вы определились с типом сварки, которую собираетесь выполнять, вы сможете найти сварочное оборудование, которое вам подойдет.
Чтобы быть уверенным, что вы знакомы со сваркой и ее разбивкой по различным типам сварки, выполните следующие действия:
Дуговая сварка
Дуговая или электродная сварка, возможно, является наиболее распространенной формой сварки. Все сварщики, независимо от того, являются ли они сварщиками MIG, TIG или обычной дуговой сваркой, будут знакомы с этим методом. Фактически, многие сварщики познакомились со сваркой с использованием этого метода. Это не значит, что это детский сад сварщика, но кажется, что даже когда речь идет о обучении, преподаватели, скорее всего, начнут именно с него.
Этот метод, пожалуй, самый популярный, поскольку с его помощью можно сваривать исключительно толстые и тяжелые материалы. Arc может работать с ржавчиной, грязью и другими препятствующими элементами, чтобы обеспечить надежную сварку. Поскольку это единственный вид сварки, который подходит для чугуна, его популярность становится очевидной.
У этого метода может быть много плюсов, но есть и минусы, особенно для начинающих. Этому довольно сложно научиться, потому что возникает необходимость часто менять стержни. Поддержание дуги и предотвращение травм также требует практики.И все это при том, что искры буквально летают. Кроме того, он также используется в основном для сварочных работ в тяжелых условиях, требующих особого внимания.
Campbell Hausfeld Сварочный аппарат для дуговой сварки
Этот прочный сварочный аппарат для металла оснащен удобной ручкой для дополнительного удобства. Он способен сваривать материалы толщиной от 18 гa до ”. Мы рекомендуем использовать сварочные стержни 1/16 дюйма и 5/64 дюйма.
Этот прочный сварочный аппарат отлично подходит для различных видов мелкого ремонта, а также удобен для любительской сварки.Он имеет двойную настройку нагрева, чтобы гарантировать, что он хорошо работает при различных задачах.
Еще одна замечательная особенность аппарата для дуговой сварки Campbell Hausfeld заключается в том, что он не перегревается благодаря встроенной тепловой защите от перегрузки. Трансформатор хорошо работает для создания плавной дуги.
Сварка МИГ
Для начинающих Сварка МИГ — идеальное место для начала. MIG — это самый быстрый способ сварки и самый прочный тип соединения. Он чистый, хорошо выглядит и очень прост в освоении.Тот факт, что его можно наносить на гораздо более тонкие металлы, также означает, что он обеспечивает довольно универсальный подход к сварке.
Так же, как у дуговой сварки есть свои плюсы и минусы, то же самое и у сварки MIG. Сварку MIG нельзя использовать для чугуна.
Сварка MIG заключается в создании аккуратного валика вдоль шва, где два металла соединяются вместе с помощью подачи проволоки. Бусинка вдоль шва создается из расплавленной проволоки для соединения. Сварщик питается газом, который выделяет большое количество тепла для плавления проволоки.Перемещая проволоку через соединение, когда она плавится, она плавит точку соединения двух металлических частей. Это похоже на пайку, которая, конечно, в гораздо меньшем масштабе.
Сварка
MIG требует, чтобы вы знали и понимали, как смешиваются газы, чтобы получить идеальное пламя для материалов и проекта, с которым вы работаете. Газы смешиваются для достижения наилучшего результата.
Также необходимо будет принять решение относительно типа провода, который вы выберете для своего проекта.Некоторые провода лучше подойдут, когда вам нужно будет уменьшить нагрев. Знакомство с различной плотностью проволоки и тем, как они влияют на желаемый результат, существенно повлияет как на внешний вид, так и на успех вашей работы.
ДОЛГОЛЕТИЕ Migweld 140
Со стандартной розеткой 110 В LONGEVITY Migweld 140 поставляется с установленной вилкой питания. Это мощный сварщик, способный сваривать низкоуглеродистую сталь толщиной до ”.
Еще одна замечательная особенность этого продукта — его простота освоения и простота эксплуатации.Он поставляется с проволокой и может работать как на газе, так и при безгазовой сварке с флюсовым сердечником.
Если вам нужен сварочный аппарат, которым можно пользоваться в дороге, это будет отличный выбор. Он портативный, поэтому вы можете легко подключить его и использовать где угодно.
Портативный инверторный сварочный аппарат Ansen с IGBT
Подходящий для сварки легированной стали, меди, нержавеющей стали и других цветных металлов, портативный инверторный сварочный агрегат с IGBT от Ansen способен работать на продвинутом уровне. .Это помогает улучшить производительность сварочного аппарата с его входной частотой 60 Гц и рабочим циклом 60%.
Устройство отличается портативностью, так как оно оснащено ручками, упрощающими управление. Легкий размер также позволяет легко носить с собой. Мало того, это энергосберегающий продукт. Этот сварочный аппарат имеет различные методы сварки и регулируемые функции, поэтому он отлично подходит для многоцелевого использования.
LOTOS TIG200
Этот удобный алюминиевый сварочный аппарат с автоматическим двойным напряжением и двойной частотой оснащен педалью и маской.Сварочный аппарат LOTOS TIG200 также оснащен прямоугольным инвертором, который значительно повышает точность сварки. Ручное управление горелкой повышает точность, а ножная педаль позволяет выполнять точную сварку с контролируемым нагревом. В переключателе нет необходимости, так как этот прочный сварочный аппарат для алюминия также имеет функцию автоматического обнаружения.
LOTOS TIG200 также имеет сертификаты CE, CCC, CSA и ISO-9001 и одобрен ETL. Степень защиты корпуса — IP21.
Forney Easy Weld 299 — это аппарат, который подойдет любому начинающему сварщику.Он обладает надлежащими уровнями мощности для выполнения основных сварочных задач и может сваривать сталь 1/8 дюйма с максимальной производительностью.
Некоторые называют эту модель аппаратом для сварки MIG. Однако это не совсем так. Что вы заметите в этом конкретном сварочном аппарате, так это то, что ему не нужен защитный газ для эффективной работы.
Когда вы начнете сварку, вам нужно будет настроить этот конкретный сварочный аппарат на тонкую пластину с более высокой скоростью подачи проволоки для более легких материалов и обратный процесс для толстых, хотя правильная настройка известна как стальная пластина.
Характеристики:
Поставляется с зажимом заземления для безопасности
Шестимесячная гарантия
Не требует защитного газа
В качестве инструмента этого будет более чем достаточно для сварщика начального уровня. Многочисленные особенности этого сварочного аппарата делают его хорошим выбором для людей, которые хотят исследовать сварку по своему усмотрению. Он предназначен для работы как с легкими, так и с тяжелыми металлами. Этот сварщик сможет справиться со всеми поставленными перед ним задачами, которые не являются сложными.Однако вы обнаружите, что людям, использующим это, в любом случае не нужны сложные задачи.
Hobart 500559 Handler 140 MIG Welder 115V
Модель Hobart рассчитана на долговечность. Дизайн прочный, простой и эффективный. Первое, что вы заметите в этом устройстве, — это то, что оно работает хорошо. Как сварщик начального уровня, он справится с любыми поставленными перед ним задачами.
Характеристики:
Готовность к MIG — никаких дополнительных технологий не требуется
Обеспечено промышленной гарантией для спокойствия
Возможность сварки стали до 1/4 дюйма
Как устройство, этого более чем достаточно для выполнения задач.Сварщик спроектирован так, чтобы быть универсальным, и это показывает, когда вы сочтете его полезным для домашних и внешних проектов.
Эргономичный дизайн, функциональность, удобство переноски, без проблем подключается к стандартной домашней розетке. Рабочий зажим предназначен для тяжелых условий эксплуатации — удачное отражение того, как работает этот станок.
Разработанный с учетом практичности, вы можете настроить устройство и подготовить его к использованию всего за несколько минут. Сварщик также поставляется с руководством, так что вы можете прочитать его и узнать, как безопасно управлять сварщиком.Отличный выбор сварщика для всех.
ESAB 0558101694 MiniArc 161LTS Stick Package
В отличие от некоторых других доступных моделей, сварочный аппарат MiniArc подходит для более сложных задач и для пользователей. Как сварщик TIG, он может выполнять функции, которые сварщик MIG не может.
Характеристики:
Весит 18 фунтов, что упрощает транспортировку
Доступно 160 ампер для сварки постоянным током
Может работать как в домашних, так и в промышленных условиях
Этот сварочный аппарат очень универсален и может использоваться различными способами.Существует два разных варианта тока, поэтому вы можете использовать их как в домашних, так и в промышленных условиях. Кроме того, он может выполнять гораздо больше задач, чем обычный сварщик, поэтому вам следует использовать его для более сложных задач.
Аппарат обеспечивает высокое качество сварки даже при работе с шлаком, ржавчиной и старой краской. Цена намного предпочтительнее фирменного сварщика, поэтому это отличный выбор для людей, которые не хотят много тратить. Как сварщик, он работает быстро и эффективно и не выйдет из строя даже в более жестких условиях.Что касается качества, он будет комфортно конкурировать с более продвинутыми моделями, а также с моделями, принадлежащими крупным брендам, так что вы можете быть уверены, что это вас не подведет.
Горелка TIG / дуга / палка 200 А Инверторный сварочный аппарат постоянного тока Сварка IGBT с двойным напряжением
Инверторный сварочный аппарат TIG DC — модель, хорошо подходящая для сложных задач. Этот сварочный аппарат имеет множество функций, которые дают ему преимущество перед базовыми моделями. Аппарат был разработан для обеспечения безупречной сварки от начала до конца.
Характеристики:
200 ампер мощности, доступной для задач
Доступны несколько вариантов сварки
ЖК-дисплей для постоянного предоставления информации
Как машина, она разработана так, чтобы быть гибкой. С этой целью пользователи отметят несколько вариантов, включая выбор дуги и ручки. Он способен сваривать медь, низкоуглеродистую сталь, нержавеющую сталь и чугун, чтобы назвать несколько вариантов.
Конструкция с двойным напряжением позволяет подключать его практически к любому общему выходу и не испытывать проблем.Что касается производительности, сварщик способен производить сварной шов на материалах толщиной 1/2 дюйма. Это мастерство, как вы понимаете, дает ему преимущество перед большинством других моделей, доступных в рамках бюджетного диапазона. Несмотря на все доступные функции, это легкая машина, которую можно брать с собой куда угодно. Хотя говорят, что новые сварщики избегают моделей TIG, этот аппарат подходит для всех.
Сварочный аппарат АРКСЕН МИГ-130
Аппарат АРКСЕН предназначен для работы в домашних условиях.Все впечатляющие функции оптимизированы для использования в домашних условиях. Следовательно, он меньше, чем у некоторых других моделей, хотя это не приводит к недостатку мощности.
Характеристики:
Встроенные вентиляционные отверстия для предотвращения накопления тепла
Компактная конструкция для простоты использования
Достаточная мощность для выполнения множества задач
Этот сварочный аппарат представляет собой вариант MIG. Такой дизайн означает, что он может без проблем выполнять широкий спектр повседневных задач.Это не продвинутый сварочный аппарат, поэтому вам придется оценить, где он применим.
Тонкая сталь и чугун — два материала, свариваемых данным устройством без проблем. Доступно десять различных скоростей подачи проволоки, что позволяет работать в удобном темпе.
Безопасность пользователя является неотъемлемой частью этого устройства, так как имеется система вентиляции для предотвращения перегрева. Вы также заметите, что на самом сварочном пистолете есть полный контроль безопасности, чтобы предотвратить несчастные случаи.Что касается дизайна, то он сделан так, чтобы быть практичным, и с ним легко работать вместе.
Выбор сварщика для новичка
Когда вы новичок в мире сварщиков, крайне важно тщательно выбирать первую модель. Если вы выберете сварщика, который не справляется с работой, это будет иметь большое значение для вашего опыта в сварке. Следовательно, первый сварщик, которого вы выберете, должен быть тщательно выбран и выбран из списка многих других моделей.
Однако этот процесс усложняется, если вы не обладаете достаточными знаниями о сварщиках. Вам необходимо знать, что вы ищете в модели и какие характеристики важны. Чтобы предоставить вам опыт, необходимый для выбора первого сварщика, мы составили руководство.
Сварщики начального уровня — необходимые вам функции
Для начала мы рассмотрим, какие функции вам следует искать в сварочном аппарате. Стоит отметить, что это общий набор характеристик, а не обязательно конкретная рекомендация.
Вообще говоря, сварщик начального уровня должен иметь настройки удаленного доступа, включенные в его схему. Эта функция позволяет вам делать такие вещи, как информировать сварщика о том, с какими металлами вы работаете или какой толщины металл. С помощью этой функции у вас гораздо больше шансов правильно угадать тип бусины для ваших материалов.
Сварщик начального уровня, который переезжает из одного места в другое в рамках ваших обязанностей, также должен быть легковесным. Еще одна характеристика, на которую следует обратить внимание, — это портативность, а также способность принимать как переменный, так и постоянный ток.Эти качества позволят вам достичь максимального уровня гибкости при выполнении работы.
Сварщик для начинающих также должен позволить вам изменить выход, чтобы он соответствовал входу. Эта функция предотвратит повреждение металла, сварщика и вашего человека. В качестве меры предосторожности вы должны убедиться, что ваш сварочный аппарат предназначен для уведомления вас, когда вы превышаете допустимый диапазон для устройства.
Связанный: Best Welding Respirator
Как найти оптимального сварщика
Часто бывает, что поиск оптимального сварщика требует от вас рассмотрения определенных вещей.Это факторы, которые повлияют на вашу покупку, поэтому имейте их в виду.
Сварочные аппараты известных марок часто являются безопасным выбором для новичков. Эти сварщики будут принадлежать компаниям, имеющим солидную репутацию в сварочной отрасли, поэтому шансы на успешную сварку повышаются. Хобарт и Линкольн — хороший выбор в этом отношении, поскольку они предлагают широкий выбор сварщиков.
Вам также необходимо понимать свои навыки и возможности. Обычному сварщику было бы разумно рассмотреть сварщика MIG, потому что он может без проблем сваривать сталь, алюминий и толстые материалы.Сварка TIG — это еще один вид сварщиков, но он лучше всего подходит для более опытных пользователей.
Ваш выбор сварочного аппарата также зависит от ваших схем. Различные уровни напряжения лучше подходят для разных розеток. Менее мощный сварочный аппарат с меньшей силой тока лучше всего подходит для бытовой розетки, тогда как более мощный сварщик лучше всего подходит для этих промышленных розеток.
Начинающие сварщики и защитный газ — что вам нужно знать
Как новичок, вы, скорее всего, будете использовать сварочный аппарат MIG.Это означает, что вам нужно будет принять решение относительно вашего защитного газа. Защитный газ зависит от металлов и процессов, с которыми вы работаете. Для сварщиков-любителей вы обнаружите, что лучше всего подходят варианты со 100% -ным содержанием двуокиси углерода. Этот состав обеспечивает наилучшее проникновение в металлы и создает больше брызг.
При сварке с коротким замыканием необходимо настроить защитный газ на соотношение аргона и углекислого газа 75:25 или 3: 1. Не создавайте ставку наоборот.Этот состав предотвратит разбрызгивание и нагрев, что идеально подходит для этого вида сварки.
Для проектов, связанных с алюминием, вам понадобится защитный газ, состоящий из 100% аргона; эта концентрация дает наилучшие результаты. В качестве дополнительного примечания, нержавеющая сталь дает наилучшие результаты с защитным газом, состоящим из смеси гелия, аргона и углекислого газа в соотношении 90: 7,5: 2,5.
Понимание цены начинающего сварщика
На данном этапе ваш сварщик не является продвинутой моделью, и было бы неблагоразумно искать такую.На этом этапе лучший сварщик для вас — это базовый сварщик, который позволяет ограничить бюджет. В среднем вы найдете начинающего сварщика от 50 фунтов стерлингов, а максимальный бюджет составляет от 90 до 100 фунтов стерлингов. Однако это относится только к простому переносному сварочному аппарату с небольшой силой тока.
Люди, которые ищут более мощного сварочного аппарата, могут рассчитывать заплатить больше, даже если это устройство начального уровня. Стоимость может составлять от 130 до 190 фунтов стерлингов, но это дает вам доступ к сварщику, который без проблем справится практически со всеми начальными задачами.Со временем вы придете модернизировать свой сварочный аппарат, но пока будет достаточно базовой модели.
Подводя итог, выбор сварщика зависит от множества различных процессов и факторов. Начинающему сварщику не нужно искать ничего продвинутого. Неразумно искать продвинутую модель, потому что лучше сначала ознакомиться с основными функциями. Начинающие сварщики предназначены для задач начального уровня и любителей, и они без проблем выполнят все функции. Выбирая сварщика, вы должны выбрать то, что подойдет именно вам.Инструмент, который подходит коллеге или сопернику, может не подойти вам. Этот первый выбор повлияет на ваши впечатления от сварки, поэтому выбирайте внимательно. Мы прекрасно понимаем, что сварочный инструмент — одна из самых полезных частей арсенала, но он должен быть лучшим выбором. Хорошая сварочная работа приносит большое удовлетворение, но без правильных инструментов вам будет сложно. По этой, среди многих других, причинам очень важно выбрать лучшего сварщика, соответствующего вашим потребностям и требованиям.
ДРУГИЕ ВИДЫ СВАРКИ
Существуют и другие типы сварки, о которых упоминают только в этом случае, чтобы вы могли изучить их дополнительно, если хотите.Arc, MIG и TIG — три, которые заинтересуют вас как начинающего сварщика. Всего существует около тридцати различных типов сварки, хотя некоторые из них являются подтипами основных технологий. Сварщики с флюсовой сердцевиной используют вспомогательную технику дуговой сварки, и она отличается только тем, что во время процесса подается флюс, а не проволока.
ОБОРУДОВАНИЕ
Чтобы стать компетентным сварщиком, вам необходимо хорошо разбираться в используемом оборудовании. Средства обеспечения безопасности будут одинаковыми независимо от типа выполняемой вами сварки.Возможны некоторые вариации, и после того, как вы выберете наиболее подходящий формат, вы сможете изучить и вложить средства в правильное защитное оборудование.
ЗАЩИТА
Убедитесь, что у вас есть прочные кожаные ботинки или рабочая обувь. На ваших брюках не должно быть манжет, а верхняя часть тела должна включать огнестойкую одежду с рукавами. Эту одежду желательно носить как куртку. Кроме того, к вашей коллекции рабочей одежды следует добавить термостойкие и огнестойкие перчатки.
Очевидно, что перед тем, как вы сможете приступить к первому сварочному опыту, необходимо обязательно надеть защитный головной убор. Необходимо надевать шлем и подходящие защитные очки для сварщиков. Помните, что это не только искры и брызги, от которых вы будете защищать глаза и лицо. Определенное газовое пламя может обжечь роговицу глаз так же, как солнце обжигает кожу. Игнорирование мер предосторожности для ваших глаз — верный путь к катастрофе.
Всегда полезно иметь поблизости огнетушитель и использовать удлинитель сварщика при работе над сварочным проектом.
СВАРОЧНЫЕ МАШИНЫ
Сварочные аппараты бывают всех форм и размеров. Неудивительно, что наиболее распространенными являются портативные. Вы сможете решить, будет ли машина использоваться время от времени, например, для сварочных работ на выходных, или вам понадобится машина, которая станет вашим надежным рабочим местом.
ОДНОТЕХНИЧЕСКИЕ СВАРОЧНЫЕ МАШИНЫ
Сварочные аппараты часто продаются как одноразовые. Это может быть связано с тем, что машина входит в состав комплексного набора, специально разработанного для конкретных методов.
Если вы, скорее всего, будете использовать только один подход к сварке, такой как сварка MIG или TIG, то будет хорошей идеей найти аппарат от авторитетной марки с указанным аппаратом.
Также важно помнить, что не все сварочные аппараты MIG подходят для всех сварочных работ MIG. Вот где пригодится хорошее обучение. Хороший инструктор даст хорошие рекомендации по выбору машины, которая вам подойдет.
МНОГОПОЛЬЗОВАТЕЛЬСКИЕ МАШИНЫ
Некоторые сварочные аппараты подходят только для дуговой, MIG или TIG сварки, а другие могут использоваться для всех трех и называются многофункциональными сварочными аппаратами.Хотя вам, возможно, придется потратить немного больше денег, если вы, вероятно, будете регулярно заниматься сваркой для различных целей, таких как сельское хозяйство или строительство лодок, это, вероятно, лучшие машины для инвестиций.
При инвестировании в универсальную машину вы можете Вы обнаружите, что, хотя машина может справиться со всеми тремя основными методами, которые вы используете, в этих методах могут быть ограничения. Если вы новичок в сварке, изучите ограничения любого аппарата, чтобы убедиться, что он соответствует вашим потребностям.
ГАЗОСНАБЖЕНИЯ
Чтобы развить сварочные навыки, вам нужно будет хорошо разбираться в газовых источниках, газовой безопасности и смешивании газов. Большая часть поставок газа доставляется, поэтому поиск хорошего поставщика имеет первостепенное значение для успеха вашего предприятия. Прямой C02 будет поставляться в одном газовом баллоне. Однако, если вы используете другие газы, такие как арон, их необходимо заказывать отдельно. Не забывайте иметь правильные трубки и регуляторы не только для соответствия законодательным требованиям, но и для вашей собственной безопасности.
ПРИНАДЛЕЖНОСТИ
При выборе машины учитывайте такие факторы, как то, как вы будете держать резак. Некоторые сварочные аппараты разработаны специально для начинающих. Другие созданы для комфорта. Резак с пистолетной рукояткой может существенно повлиять на ваш постоянный интерес к сварке.
Сварочный аппарат DIY — Создайте свой собственный портативный сварочный аппарат MIG / TIG / ARC
Сварочный аппарат DIY — Создайте свой собственный портативный сварочный аппарат MIG / TIG / ARC
| DIY-Welder — Создайте свой собственный аппарат для дуговой, MIG- и TIG-сварки | Хиты страницы: |
Старые платы:
Примечание: я больше не создаю упрощенные доски.У меня не осталось досок. Так что не спрашивайте.
Сварочный аппарат 200A Arc, MIG и TIG
Посетить
DIY-Welders Yahoo Group
| Оригинальная цифровая плата для сварки MIG, TIG и Arc (Stick). Хорошо зарекомендовал себя как испытательный стенд. |
Обновление
: 2 марта 2015 г. Наконец-то есть прогресс!
Бился с вариантами нового дизайна. В
Оригинальная цифровая плата была сложной и дорогой. Несколько из
сложности:
- Изолированный датчик напряжения
- Изолированное измерение тока
- Изолированный выход, до 200 В
- Импульсный источник питания с 3 изолированными выходами.
- Много аналогов для управления в реальном времени
- 150 частей
- Дорогой энкодер для ввода
- Режимы MIG, TIG, Stick и зарядного устройства.
- Механически сложный.
- Текущее ощущение было трудно откалибровать.
Это сработало, но я никогда не хотел строить. Много
дорогих деталей, например, линейных оптоизоляторов. Эта сложность
Было разрешено использовать его в 3-х конфигурациях:
- Сварщик постоянного тока с автомобильным генератором переменного тока
- Дополнительный модуль TIG и MIG на переменном / постоянном токе для стандартных сварочных аппаратов с приводом от двигателя
(Я.e a Pipeliner, SA-250) - Дополнение для сварщиков трансформаторов, таких как Airco, Miller DDR / 3,
Dialarc и другие, использующие трансформаторы насыщения.
Упрощенная плата предназначалась только для генератора переменного тока. Это сработало
ну, но как только я начал его строить, переключатели пошли с
От 1,49 до почти 6 долларов за штуку. Это было слишком упрощенно: это только
приводил к высокому напряжению поля, был исправен в работе и не
поддерживайте TIG безопасно.
Stick (SMAW), TIG и MIG — цели новой платы.Если
все, что вам нужно, это сварка штучной сваркой,
Версия будет всем, что вам нужно.
Одной из проблем упрощенной платы было отсутствие изоляции;
все относилось к отрицательному выходу генератора.
DC TIG — электрод отрицательный. Итак, вы подключаете положительный провод
к работе. Это ставит генератор, плату и сварщика в целом.
металл на OCV сварщика, обычно 60V. Небезопасная ситуация.
Я обдумывал идеи сделать это относительно недорого.Первое изменение — использование современного процессора, такого как Microchip PIC32.
Это переместит все управление напряжением, током и выходом из
множество аналоговых частей к программному обеспечению. Это облегчает изменение
и добавить такие функции, как горячий запуск, запуск подъемника, управление двигателем.
Наличие встроенного дисплея избавляет пользователя от необходимости
добавить счетчики или дисплеи.
У меня почти готово схематическое изображение. Это не так уж и плохо по сложности
по схеме или механически. Все равно не дешево, как хотелось бы, но
разумный. На данный момент функций:
- 4-значный светодиодный дисплей с 10 светодиодами состояния.
- Пользовательский ввод с помощью 3 переключателей. Вверх / Вниз, Дисплей и
переключатель режима / дистанционного управления. Все переключатели трехпозиционные (ВКЛ / ВЫКЛ / ВКЛ)
мгновенно. - Изолированный датчик напряжения — обеспечивает более безопасную сварку TIG.
- Управляющий выход до 8 А для поддержки двух генераторов переменного тока.
Возможность сборки до 200В (сварщики двигателей). - Stick, TIG, MIG и режимы зарядного устройства.
- Измерение тока через ток возбуждения — неточно, но
достаточно хорошо. Мой опыт работы с разными сварщиками — текущий
установка в любом случае приблизительная.120А на одной машине действует по разному
чем 120А по другому. - ЦП с разъемом PIC32. Позволяет обновлять программное обеспечение. Я хотел бы
чтобы иметь возможность загружать новый код, но с добавлением USB или последовательных интерфейсов
это будет редко использоваться и просто увеличивает стоимость. - Разрешить сохранение и загрузку конфигураций.
- Опора для соленоида холостого хода двигателя.
- Запуск сварочного электрода TIG, запуск при минимальном токе до образования дуги.
- Пусковая выходная мощность для внешней высокочастотной пусковой цепи.
- Выход внешнего контактора (полезно для лучшего запуска MIG.)
- Дистанционное управление напряжением / током.
- Одиночная плата размером 5×3 дюйма. Это можно было бы установить на 4×6
красное оргстекло. Надеюсь, что панели будут шелкографии
со всем текстом и этикетками. - Винтовые клеммы для соединений.
- Опция для внешней платы для измерения истинного тока (полезно
для сварщиков двигателей.)
Теперь есть время, чтобы это развить; нет определенного расписания
хоть.Пока не уверен в стоимости. Первые доски должны были бы
покрывают прототипы плат, а панели изготавливаются и растираются методом шелкографии.
Если кто знает, где можно вырезать панели, просверлить их и отшлифовать.
недорого; дай мне знать. Не стесняйтесь обсуждать это на Yahoo
группа вверху страницы.
Схема пока может быть
видел здесь.
Вот предварительный макет. 3,5 дюйма x 5 Вт
Примечание: вид с обратной стороны платы, где отображаются
и переключатели (находятся сверху). Итак, верхние боковые части и текст
зеркально отражены.
Общая информация на сайте.
Вы можете построить сварочный аппарат с модифицированным генератором переменного тока,
несколько резисторов и несколько сварочных кабелей. Может работать от газа
или электродвигатель. Есть несколько таких плавающих вокруг
как «сварщики». Они в основном работают, но имеют
небольшой контроль вывода. Они также, вероятно, взорвут выпрямитель.
мост так как нет защиты от разбегания выхода
и нет стабилизатора для лучшей дуги. Обычно они работают примерно при
20В; это будет работать, но сложно поддерживать дугу.Идея состоит в том, чтобы иметь общую панель управления, позволяющую
любой источник питания с контролем тока / напряжения, который будет использоваться для дуги,
Сварка MIG и TIG. Он имеет программируемый наклон и OCV просто
как у больших сварщиков. Также он поддерживает как постоянное напряжение
(CV) и режимы постоянного тока (CC), поэтому TIG, ARC и MIG могут быть
Выполнено. Его также можно использовать как быстрое зарядное устройство.
Это можно использовать для самодельного сварочного аппарата, который можно
сделано относительно недорого (второй прототип показан выше).
Плата управления с подходящим двигателем (газовым или электрическим),
генератор, ремень и шкивы, и у вас будет очень способный
Сварщик дуговой сварки постоянным током.10 л.с. электрического или 12 л.с. газа должно быть достаточно для
Использование DIY. Добавьте газ и механизм подачи проволоки, и у вас будет MIG. Добавлять
горелку TIG и газовый соленоид, и вы можете начать TIG с нуля.
На плате есть руководство с объяснением всех подключений. Большинство
работы механический.
Поддерживается сварка TIG на постоянном токе с нуля. Планируется ВЧ-старт.
В меню вверху показаны параметры простого аппарата для дуговой сварки.
к многопроцессорной установке. Также есть примеры моих двух прототипов
конструкции ..
Вопросы или комментарии, не стесняйтесь обращаться ко мне по адресу
Все веб-страницы, изображения и текст Авторские права (c) 2009-2015
SHDesigns.
Как легко подключить инверторный сварочный аппарат к портативному генератору
Последнее обновление
Очень важно понимать разницу между сварочным генератором и обычным переносным генератором. Сварочный генератор в основном работает с постоянной нагрузкой, а обычный — нет:
- Вы запускаете генератор и включаете сварочный аппарат, но нет уе нагрузки т;
- Как только электрод касается металла, возникает электрическая дуга и нагрузка подскакивает до максимальной
- Как только вы удалите электрод и дуга исчезнет, нагрузка снова упадет, и двигатель будет работать на холостом ходу.
Важно отметить, что сварочные аппараты обычно имеют больших пусковых тока . По этой причине вы не можете использовать их только с любым типом генератора. Чтобы эффективно использовать сварочный генератор, вы должны приобрести портативный генератор, который управляет большим пусковым током.
Следует отметить, что стандартный асинхронный газогенератор производит скачки волн. Из-за этого КПД двигателя обычно снижается и, следовательно, значительно падает.Срок службы любого оборудования, которое вы к нему подключаете, также имеет тенденцию сокращаться. Для хорошей работы и оптимальной работы сварщика всегда требуется стабильное напряжение в качестве предварительного условия.
Стабильное напряжение
Идеальной альтернативой было бы использование инверторных генераторов энергии. К сожалению, они часто слишком дороги по сравнению со стоимостью покупки обычного генератора. В идеальных ситуациях инверторные генераторы предназначены для использования с высокоточным оборудованием. Они подходят для измерительных устройств, требующих стабильного напряжения.
Всякий раз, когда вы решите купить генератор, разумно выбрать модель, мощность которой примерно на 25-50% выше, чем у вашего сварочного аппарата. Это легко объяснить: регулярная работа генератора на максимальной мощности может очень быстро вывести его из строя. Более того, такая ситуация не позволит генератору использовать сварочный аппарат на полную мощность.
Как рассчитать мощность генератора для сварки
Возможно, по каким-то причинам у вас нет информации о мощности вашего сварочного инвертора.Как вам это сделать? Это легко вычислить по простой формуле. Вот формула, как показано ниже:
Максимальная сила тока * напряжение дуги / КПД сварочного инвертора = максимальная мощность.
Вам нужно только знать значение максимального тока. Это верно, потому что два других компонента почти всегда постоянны (напряжение дуги 25 В, а КПД инвертора 0,85).
Давайте рассмотрим один пример: если ваш сварочный аппарат имеет максимальный ток 180 А, то его мощность составляет примерно 180 А * 25 В / 0.85 = 5294 Вт. Это означает, что мощность генератора составляет 5294 Вт + запас 25% = 6617,5 Вт. Если перевести это в кВт, получается 6,6 кВт. В таком случае лучшим выбором для сварки будет Honda EU7000is или аналогичный генератор эквивалентной мощности.
Снижение силы тока
Вы можете легко использовать генератор для инверторной сварки. В любом случае мощность выбранного генератора должна быть меньше, чем у инвертора. В таких случаях следует использовать его с осторожностью. Это означает, что вы должны уменьшить силу тока до рекомендуемого значения.
Что будет, если, например, вы решите приобрести модель генератора 4 кВт? Чтобы выяснить это, мы можем использовать формулу, которая используется для определения мощности. Единственная разница в том, что мы будем делать это в обратном порядке. Рассмотрим формулу, используемую ниже:
Мощность * КПД / напряжение дуги = Ток или 4000 * 0,85 / 25 = 136 А.
На самом деле вы можете сваривать, используя генератор мощностью 4 кВт и инвертор. Вы можете сделать это без ощутимой потери качества.Действительно, таким образом вы можете получить силу тока до 130 А.
Выбор мощности электродов диаметром
Если вам необходимо использовать электроды большего диаметра, то при выборе мощности следует выбирать более высокую силу тока. Это связано с тем, что существует взаимосвязь между нагрузочной сетью и диаметром электродов. Давайте посмотрим на таблицу диаметров электродов, как показано здесь:
| Диаметр электрода | Минимальная мощность генератора |
|---|---|
| 2/25 ″ 2.0 мм | 2,5 кВт |
| 0,12 ″ 3,0 0 мм | 3,5 кВт |
| 5/32 ”4,0 мм | 4,5 кВт |
| 5 .0 мм | 5,5 кВт |
Чтобы проанализировать эти данные, рассмотрим пример: если ваша инверторная сварка питается от 4,5 кВт, то наиболее важные электроды, которыми вы можете сваривать металл, имеют длину 4 мм.Если вставить электрод диаметром 5 мм, мощности 4,5 кВт будет недостаточно для плавления высококачественного металла. В таком случае полученный шов будет либо некачественным, либо вообще не сварным. По этим причинам автономное питание следует выбирать, прежде всего, с учетом максимального потенциала инвертора.
Помните этот кардинальный принцип: не все сварочные аппараты могут работать от генератора и наоборот. Имея это в виду, перед покупкой уточните у продавца, может ли предпочитаемая сварочная модель работать от силовой установки.Важным моментом является то, что производитель всегда указывает это в инструкции к продукту.
Сварщик + портативный генератор против сварочного генератора
Сварочный генератор сочетает в себе конструкцию газогенератора и сварочного аппарата. Типовая электростанция спроектирована таким образом, чтобы обеспечивать сварочные работы. Следовательно, этот генератор обычно имеет более длительный срок службы.
Сварочный генератор имеет следующие заметные преимущества:
- Защита от коротких замыканий.
- Вы можете работать удаленно, вдали от центрального источника питания. Это могут быть окраины города, далекие поля или проторенные дороги.
- Обеспечивает более компактную конструкцию, чем если бы сварочные соединения были подключены отдельно.
- Стоит меньше дизель-генератора аналогичной мощности.
Недостатки:
- Этот электрогенератор можно использовать только для сварки.
- Использует бензин, который потребляет больше топлива, чем дизельное топливо.
- Не может получать питание от центральной сети.
- Он имеет более короткий срок службы.
В целом, наиболее существенным ограничением сварочного генератора является то, что он не может использоваться в качестве резервного источника питания. Этот генератор предназначен только для сварки. Однако сварочный генератор — лучший вариант, если вы профессионально занимаетесь ремонтными работами или постоянно путешествуете по местам, где нет доступа к электричеству.
Не нужно ничего подключать и настраивать; запустите двигатель и отрегулируйте ток в соответствии с диаметром электрода.К счастью, у этой машины меньше проводов, и поэтому ею проще управлять.
Как подключить сварочный аппарат к портативному генератору?
Для подключения сварочного аппарата к генератору вы можете купить штекер с поворотным замком, подходящий к генератору. Отрежьте вилку сварочного аппарата и подключите кабель к новой вилке. Если вы хотите использовать сварочный аппарат с постоянным питанием и подходящей розеткой, сделайте переходник.
Купите штекерный разъем с поворотным замком, подходящий к генератору. Вам также понадобится два или три фута гибкого резинового кабеля 10/3 типа SOW или SJOW.Наконец, возьмите подходящую розетку для вилки сварщика и сделайте короткий удлинитель или адаптер. После этого все готово!
Заключение
Сварочный генератор — лучший выбор, если вы часто путешествуете в отдаленные сельские районы, где электросеть недоступна. Вы ремонтник, который постоянно выполняет работы, требующие быстрой сварки? Сварочный генератор будет вам гордиться. Таким работникам, безусловно, будет полезно узнать, как подключить сварочный инвертор к переносному генератору.Надеюсь, эта статья вам поможет.
Стоит ли дешевый инверторный сварочный аппарат?
Мы все видели дешевые сварочные аппараты в продаже из обычных интернет-источников, небольшие инверторные сварочные аппараты по очень заманчивой цене. Но хороши ли они? Когда в моем местном супермаркете появился один в своем ряду с предложениями, я решился и положил его в свою тележку вместе с обычным недельным запасом мармита. Это было примерно в начале года.
В вашем супермаркете продаются сварочные аппараты?
Мой сварщик Workzone из супермаркета.
То, что я купил у местного Aldi, было Workzone WWIW-80, устройство на 80 A, которое мне обошлось где-то чуть более 60 фунтов стерлингов (около 75 долларов США), и поставлялось со сварочными проводами и довольно плохой защитной маской для лица. Немецкие сети дисконтных супермаркетов специализируются на периодических предложениях всевозможных интересных вещей, поэтому очень похожий магазин также был продан с брендом Parkside от их конкурента Lidl. Эти небольшие инверторные сварочные аппараты довольно универсальны, поэтому их можно найти в Интернете с различными марками и спецификациями по более низкой цене, если вы не возражаете отказаться от щедрой 3-летней гарантии Aldi.Самый дешевый, который я видел, был примерно 35 фунтов стерлингов или 44 доллара, но в эту цену входил только инвертор, без сварочных проводов.
Мой отец работал кузнецом с 1990-х годов, и мои взгляды на него основывались на качественном инверторном сварочном аппарате. Он попробовал один из первых крошечных инверторов, когда они впервые появились на рынке в последнее десятилетие, но он не выдержал требований профессионального сварщика и собрал все необходимое. Таким образом, у меня не было больших ожиданий от этого устройства, но мне требовалось одно собственное, и по цене оно того стоило.Я время от времени использовал его для тяжелых сварочных работ общего назначения, для ремонта частей сельскохозяйственной техники и оборудования, а также для восстановления некоторых ступенек на узкой лодке из 7-миллиметрового листа. Он хорошо себя зарекомендовал в этих задачах, поскольку я не являюсь опытным сварщиком и моя работа не самая аккуратная, но она позволяет мне выполнять ее удовлетворительно.
Как работают эти сварщики?
Это сварной шов на трубке толщиной 1 мм с использованием стержня 2,5 мм при 40 А. Это не самый лучший сварной шов, который вы когда-либо видели, но то, что кто-то с моими ограниченными навыками смог сделать это, я считаю удивительным.
Прошло много времени с тех пор, как инверторные сварочные аппараты были новыми, поэтому, возможно, меньше читателей будут использовать сварочные аппараты переменного тока, чем могло бы быть раньше. Для меня сравнение — это плавность, моя относительная нехватка сварочных навыков проявляется в том, что инвертор менее легко зажигает дугу, чем мой отец, но как только эта дуга горит, намного легче ее нарисовать и контролировать. . С инверторным сварочным аппаратом мне намного легче заполнять отверстия сварным швом, а лучший контроль тока означает, что мне легче справляться с более легкими работами, когда кому-то из моих способностей обычно лучше подходит сварочный аппарат MIG.
Чтобы продемонстрировать это, я решил немного раздвинуть границы и попробовать сварочный аппарат Workzone с некоторыми обрезками квадратной трубы толщиной 1 мм из моего мусорного бака makerspace. Они были сделаны из ножки офисного стола и были типом приклада, который расширял бы границы с любым сварочным аппаратом. Поскольку это относительно небольшой сварочный аппарат, я использую его со стержнями диаметром 2,5 мм, которые, как и следовало ожидать, с радостью проделают отверстие в стенке трубы толщиной 1 мм при более высоких токах. Вот почему вы обычно используете MIG для такой задачи, и действительно, при 80 A я был вознагражден чем-то более близким к резке, чем сварка.Уменьшая ток до 40 А, я мог легко восстановить отверстие, а при попытке соединить две детали под прямым углом я мог получить гладкий сварной шов с хорошей целостностью. Для меня способность сваривать этот материал просто потрясающая, поскольку мне никогда не удавалось сделать это на таком тонком металле с помощью сварочного аппарата. Это почти толщина кузова автомобиля, я бы никогда не подумал, что даже инвертор может приблизиться к нему. В стороне стоит сказать, что поддерживать дугу всего на 40 А немного сложнее.
… И каковы их ограничения?
Я описал свою рабочую зону как способного маленького сварщика, который хорошо мне помог в тех работах, для которых я ее использовал, и который даже удивил меня своими возможностями. Где в нем недостатки и сварщикам он нравится, если они такие хорошие, почему существуют лучшие сварщики?
Меня устраивает электрододержатель, но зажим заземления мог бы быть более прочным.
Конструктивно эти устройства, как правило, достаточно надежны для серьезных случайных пользователей.Прочный корпус из листового металла с приличными отверстиями для охлаждения и вентилятором, предотвращающим перегрев, и латунными фиксирующими соединениями для проводов. В них нет ничего особенного, если вы привыкли к другим импульсным блокам питания: обычной электронике и тороидальному трансформатору. Провода имеют большой размер, и при осмотре оказалось, что в них используются медные проводники, а не алюминиевые, как я опасался, и поскольку они были проданы через европейского дистрибьютора, все имеет маркировку европейских стандартов. Если вы покупаете аналогичный сварочный аппарат в Интернете, он может не иметь этих разрешений, поэтому остерегайтесь устройств с нестрогими стандартами безопасности.
Чем они отличаются от сварщиков профессионального уровня, так это их рабочим циклом и, вероятно, в некоторых случаях также заявленной мощностью. Это не тот сварочный аппарат, который вы бы использовали для крупномасштабного производства или строительства кораблей, это тот, который вы держите в цехе для коротких сварочных работ или, возможно, у вас есть легкий и портативный резервный вариант для работ, где ваш сварщик просто слишком большой, чтобы добраться до него. Если бы я рискнул догадаться, почему сломался маленький инверторный сварочный аппарат моего отца, я бы указал на рабочий цикл: требования кузнеца, устанавливающего часть работы на месте, были, вероятно, слишком велики для этого.Так что, если вы время от времени работаете сварщиком, все будет в порядке, но если вы используете его постоянно, возможно, стоит вложить немного больше.
Кроме того, есть иногда оптимистичные характеристики малых инверторных сварочных аппаратов. Устройство Workzone сравнительно невелико по мощности — 80 А, но нередко можно увидеть аналогичные модели, заявляющие, что способны на целых 200 А. Когда то, что стоит всего несколько десятков долларов, обещает мощность, которая кажется нереальной для его устройства. цене, вполне разумно предположить, что изучение ее пределов ускорит ее кончину.Вы получаете то, за что платите, и, возможно, если ваши потребности будут более значительными, это вознаградит вас, если вы заплатите немного больше.
Среди читателей Hackaday будут люди, чьи сварочные навыки намного превосходят мои, а также множество людей, имеющих опыт работы с аналогичными дешевыми инверторными сварочными аппаратами. Я надеюсь, что обмен моим опытом поможет вам решить, стоит ли пробовать одно из этих устройств, и, как всегда, было бы здорово услышать ваше мнение в комментариях.
Как начать сварку
1.Выберите свой метод
Не существует единого процесса сварки, подходящего для всех областей применения, поэтому необходимо учитывать следующие факторы: тип и толщина свариваемого металла, объем выполняемой работы, выполняете ли вы сварку в помещении или в помещении. на открытом воздухе, как должны выглядеть сварные швы и ваш бюджет.
На сегодняшний день наиболее широко используемой формой сварки является электродуговая сварка, при которой электрическая дуга расплавляет электрод (например, сварочную проволоку) и частично расплавляет основной металл. Когда расплавленные металлы остывают, детали соединяются.Существуют разные виды дуговой сварки, но мы сосредоточимся на MIG (металлический инертный газ). Сварка с подачей проволоки — самый простой в освоении вид, особенно если вы учитесь сами.
Металлический инертный газ (MIG)
Использует сварочный пистолет, который непрерывно подает проволоку с катушки, когда оператор нажимает на спусковой крючок. Сварочный пистолет одновременно с проволокой подает защитный газ, защищающий металл от загрязнений в воздухе.MIG дает более чистые и лучше выглядящие сварные швы, чем сварка вставкой.
Дуговая сварка порошковой проволокой (FCAW)
Аналогично MIG, за исключением того, что здесь нет отдельного защитного газа, потому что проволочный электрод имеет флюс в его сердечнике, который создает свой собственный экран при плавлении проволоки. Эта ветрозащитная установка делает FCAW хорошим методом сварки на открытом воздухе.
2. Купить оборудование
Сварщик
Сварщик — это ваши самые большие расходы, поэтому не обманывайте себя — дешевый сварщик только расстроит вас и затруднит обучение.Сварочный аппарат с механизмом подачи проволоки использует обычный бытовой ток для получения очень горячей электрической дуги высокой энергии. Внутри аппарата находится небольшая катушка сварочной проволоки (электрод) с приводом от двигателя. Проволока подается по шлангу к пусковой горелке. Когда оператор соприкасается проволокой с основным металлом, дуга плавит проволоку и частично плавит основание. При сварке MIG, пока спусковой крючок нажат, горелка продолжает подавать проволоку и газ.
Lincoln Electric Power MIG 210 (вверху) — это новая технология по отличной цене: при напряжении 120 или 230 В он позволяет амбициозному новичку выполнять сварку MIG, TIG и сваркой стержнем.Стоит он 999 долларов.
Миллерматик 141 (ниже) по цене 767 долларов — хороший начальный вариант. Это сварочный аппарат с подачей проволоки на 120 В, который можно использовать для сварки тонких листов алюминия и стали толщиной от 24 до 3/16 дюйма.
Совет: у вашего сварщика также выходит рабочий провод. Это электрический кабель с зажимом на конце, который крепится к основному металлу и замыкает электрическую цепь, необходимую для сварки. Если грязь, ржавчина или краска мешают контакту свинца, качество сварного шва ухудшится.
Проволока сварочная
Проволока относительно недорогая. Простое практическое правило — использовать тонкую сварочную проволоку на тонком листовом материале и увеличивать диаметр проволоки по мере увеличения толщины материала. Сварщик берет проволоку как минимум двух диаметров.
Все на удивление интуитивно понятно
В руководстве по эксплуатации машины указано, что для этого нужно, и обычно инструкции находятся на откидной панели сбоку машины.Все это на удивление интуитивно понятно.
Газ
Выбор подходящего защитного газа важен, поэтому убедитесь, что вы знаете, какой тип работы вы планируете выполнять. Вы можете получить многоразовый баллон с газом у местного поставщика сварочных материалов. Пси будет варьироваться в зависимости от типа горелки, которую вы используете, и глубины сварных швов, но обычно вы будете придерживаться значений от 15 до 25. Что касается газовой смеси, домашний любитель со сварочным аппаратом с подачей проволоки может это сделать. обычно обходятся 100-процентным защитным газом CO2.Для получения более чистого сварного шва
используйте 75 процентов CO2 и 25 процентов аргона.
Сварочная тележка : Сварочные аппараты с механизмом подачи проволоки могут весить до 75 фунтов, поэтому для повышения портативности создайте сварочную тележку или приобретите ее.
Шиловая или твердосплавная палочка : для разметки линий реза.
Угловая шлифовальная машина : для шлифования, снятия фаски и правки сварных швов, а также для подготовки поверхности.
Угловой зажим или магнитный квадрат : для фиксации стыков.
Отбойный молоток и проволочная щетка : для очистки от шлака и брызг.
Сварочные клещи : для обрезки сварочной проволоки и удаления брызг с сопла сварочной горелки.
Почему вам нужен шлем с автоматическим затемнением : Свет, генерируемый любым процессом дуговой сварки, невероятно яркий, и он обожжет вам глаза, если вы не наденете шлем. В течение многих лет традиционные сварочные шлемы имели постоянно затемненную шторку для обзора, но это означало, что вам приходилось поднимать маску, когда вы не выполняли сварку.Новые шлемы с автоматическим затемнением защищают от вредного излучения света, автоматически затемняя их прозрачные линзы до предварительно выбранного оттенка за миллисекунды, используя технологию ЖК-дисплея в их стекле. У каждого шлема также есть элементы управления для индивидуальной настройки.
Сварочный шлем Antra AH6-660-0000 с автоматическим затемнением на солнечной энергии, показанный выше, предлагает множество опций, от 45 до 109 долларов в зависимости от размера линзы.
3. Подготовка сварного шва
Подготовьте металлы
Используйте проволочную щетку и ацетон для удаления масел и грязи.Если вам нужно разрезать металл, наметьте линию шилом или твердосплавным резцом и обрежьте ее отрезной пилой по металлу, ножовкой или болгаркой с отрезным кругом.
Отшлифуйте кромки
Но только те, которые вы планируете соединить, и используйте угловую шлифовальную машину. Это называется снятием фаски. Фаска — это скос между смежными краями двух кусков материала, обычно под углом 45 градусов. Это создает пространство для наполнителя и обеспечивает большую структурную целостность сварного шва.Особенно хорошо это сделать для стыковых швов.
Думайте о сварочных движениях как о качелях для гольфа — вам нужно как можно меньше движущихся частей
Разместите металлы
С помощью углового зажима или магнитного угольника закрепите соединения, чтобы металлические части оставались в одной плоскости, прежде чем начинать сварку.
Совет : вы имеете дело с искрами, огнем и расплавленным металлом, поэтому не начинайте сварку, не надев сварочную куртку или фартук, кожаные перчатки и шлем.Если вы хотите сэкономить, качественную хлопковую рабочую рубашку с длинным рукавом можно заменить курткой для сварщиков. Не забудьте рабочие ботинки (без кроссовок) и снимите украшения с запястий и шеи. При шлифовании надевайте защитные очки и маску, закрывающую все лицо. Также держите поблизости огнетушитель ABC.
4. Создание слоев сварного шва
Положение тела и рук
Думайте о сварочных движениях как о качелях для гольфа — вам нужно как можно меньше движущихся частей, и вы хотите, чтобы движение было плавным и повторяемым.По возможности держите сварочный пистолет двумя руками или используйте запястье другой руки, чтобы направлять руку, держащую сварщика (представьте себе бильярдный удар). Выключив сварщика, сделайте пробный запуск, чтобы убедиться, что вы правильно расположили. Чем устойчивее ваши руки, тем лучше сварной шов.
Прихваточная сварка
Перед запуском проверьте пистолет. Проволочный электрод должен выступать от 1/4 до 3/8 дюйма. Убедитесь, что на сопле нет брызг и кончик проволоки чистый.Затем сделайте несколько прихваточных швов, достаточных для соединения основных металлов вдоль стыка.
Последний валик
После того, как вы закрепили металлы на месте, вы можете уложить последний валик сварного шва. Удерживая сварочный пистолет под углом примерно 75 градусов к основанию, медленно двигайтесь слева направо (если вы правша), затрачивая одну-две секунды на укладку каждого валика и поддержание постоянной длины дуги. Не зацикливайтесь на яркой дуге. Посмотрите на край сварочной ванны, и когда вы дойдете до конца сварного шва, оттяните электрод от металла и дайте ему остыть.
5. Шлифовка сварного шва
Если вам все равно, как выглядит ваш сварной шов, или если он находится на куске металла, который не будет виден, когда ваш проект будет завершен, вы можете пропустить этот шаг, потому что все готово. Поздравляю, вы сделали первые сварные швы. Работайте над совершенствованием своей техники на металлоломе. Сварка во многом похожа на игру на гитаре: немного сделать это несложно, но чтобы стать профессиональным, вам нужна практика, практика, практика.
Шовное шлифование заподлицо
Для получения гладкой поверхности используйте шлифовальный круг с зернистостью 36, прикрепленный к угловой шлифовальной машине, чтобы шлифовать вдоль пути сварки, а не поперек, для однородности. Иди медленно. Если вы шлифуете сварной шов, вам придется начинать заново. При шлифовании должны быть видны только оранжевые искры. Синий означает, что вы слишком сильно нажимаете. Когда вы закончите, возьмите циркониевый лепестковый диск для точной формовки и отделки.
Благодаря Майклу Дэниелу из Майклу Дэниелу из , Нико Хуаресу из Juarez Custom и Стивену Сомплу из Empire Metal Finishing . Эта история опубликована в июньском номере журнала Popular Mechanics за 2015 год.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти больше информации об этом и подобном контенте на пианино.io
.