Содержание
Как гнуть листовой металл в домашних условиях
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
- радиусная,
- многоугловая,
- одноугловая,
- п-образная.


Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
Видео:
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто.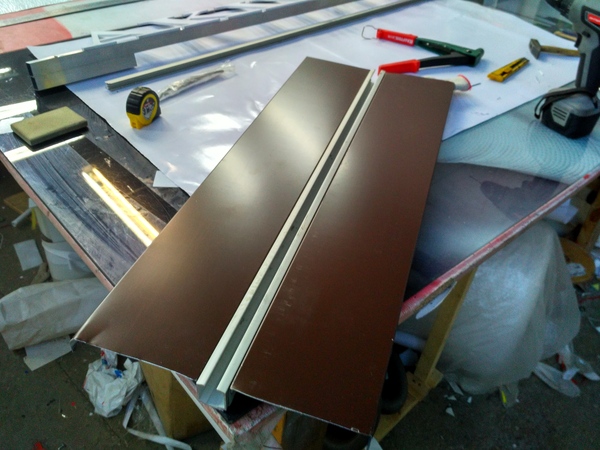 Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Видео:
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.
Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины.
 Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Видео:
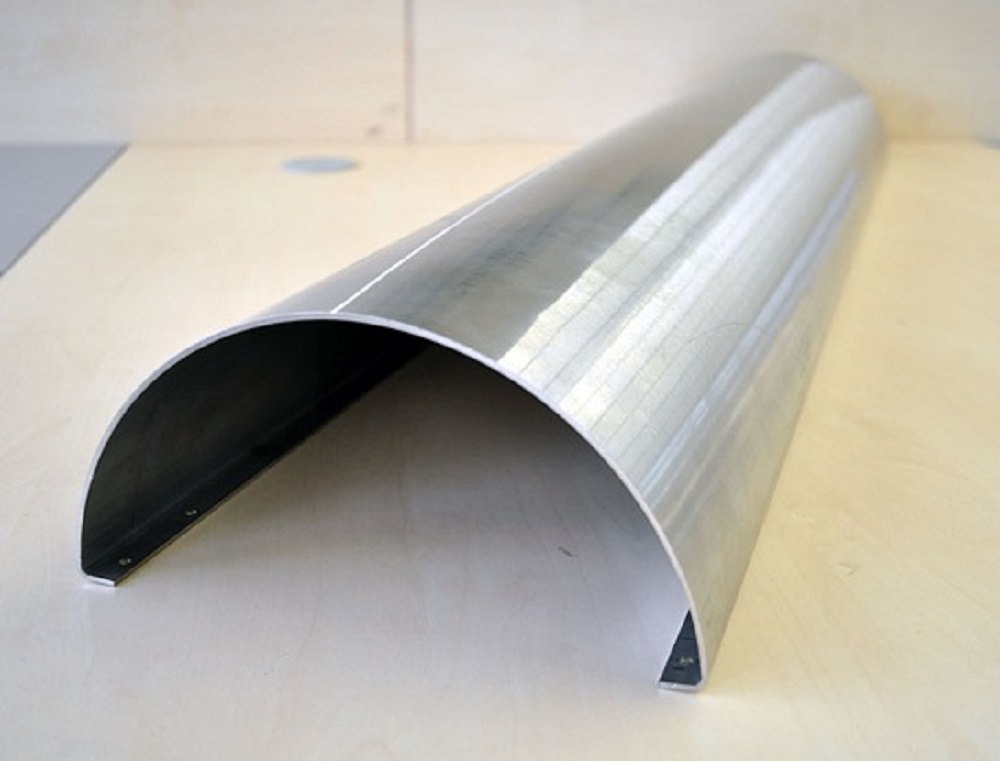
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.
Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.
Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.
Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Видео:
 youtube.com/embed/m_Ws3m-nrW4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/m_Ws3m-nrW4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
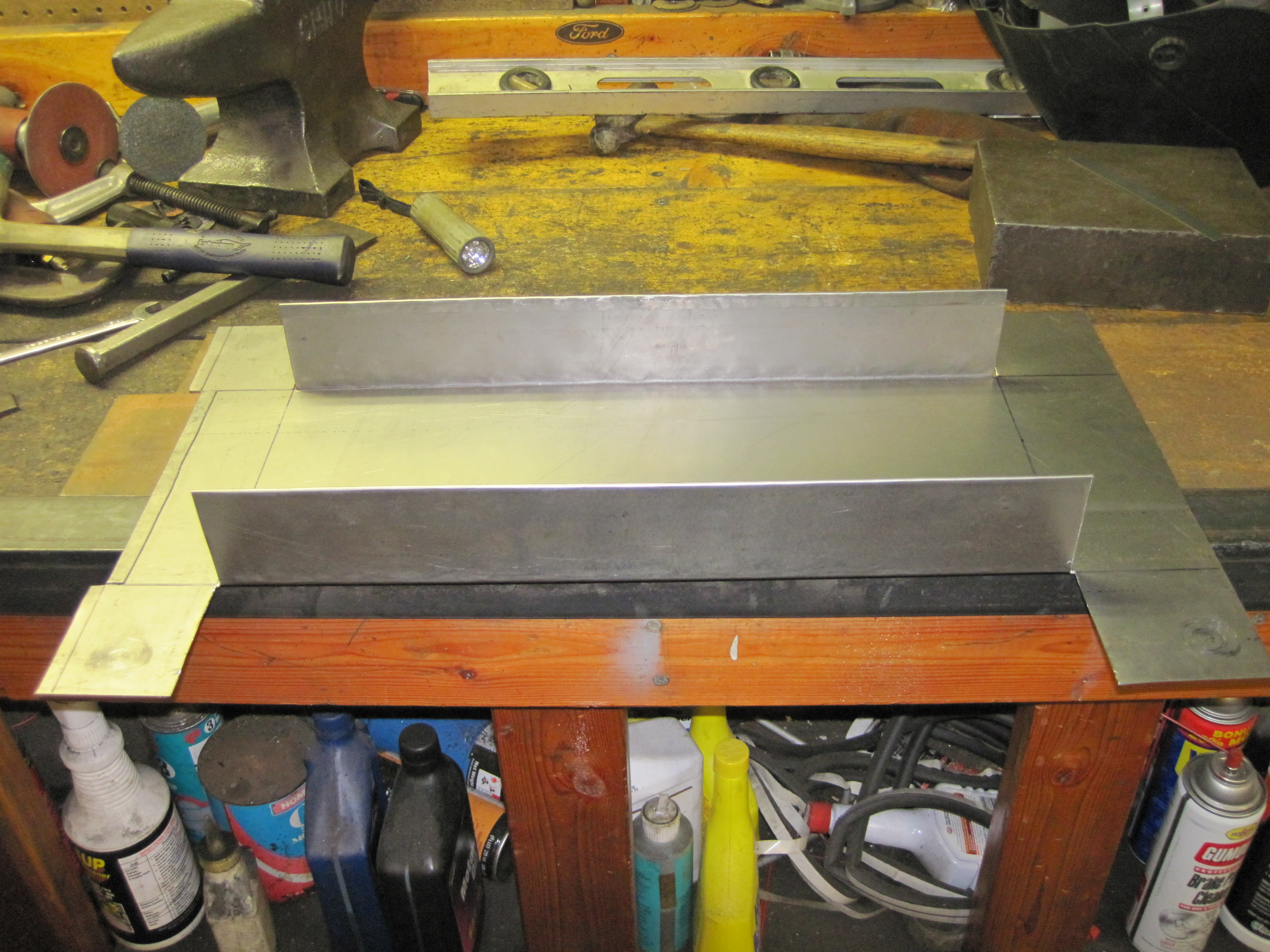
Как ровно согнуть 2-х мм стальной лист без листогиба
Во время изготовления изделий из металлического листа бывает острая необходимость ровно согнуть лист по заданным размерам. С листогибом работы намного упрощаются, но такое приспособление имеют не все мастера. Существует простой способ сделать это и без специальных приспособлений и инструмента.
Что надо иметь
Понадобятся измерительные инструменты, болгарка с камнями толщиной 1 мм и 2 мм. Для техники безопасности требуется иметь специальные очки. Гнуть будем листовую сталь толщиной 2 мм, размеры подбираются в зависимости от чистой длины и ширины с учетом величины подгибов. Гнуть надо на любом ровном профиле металлическим молотком.
Гнуть надо на любом ровном профиле металлическим молотком.
Технология загиба листового металла на примере
Процесс рассмотрим на примере изготовления крышки для коптильни. Толщина листа в нашем случае 2 мм.
Сделайте разметку на листе. На каждый изгиб предусмотрено 35 мм, для загиба рекомендуется вычесть из этого размера по 4 мм. Соответственно, на листе надо нарисовать прямоугольник 508×308 мм, изгибы получатся длиной по 31 мм. Под линейку проведите линии.
Чтобы лист можно было легко согнуть, необходимо прорезать небольшие канавки. Наденьте защитные очки или маску и болгаркой ровно пройдитесь по линиям, глубина резания примерно один миллиметр, но не более. Толщина диска 1 мм.
Поменяйте диск на 2,5 мм и еще раз пройдитесь по линиям. Пользоваться двумя дисками надо по двум причинам.
- Тонким диском намного легче работать, он дает ровный срез, проще контролировать глубину.
- Широкий диск увеличивает пропил, что позволяет загибать металл без упора о кромки.

Прорежьте одну сторону угла, полностью они срезаются после изгиба.
Приступайте к гибке листа. Точно по линии пропиливания положите его на профиль, согните вначале одну сторону, затем противоположную.
Обстукивайте постепенно по всей длине, гните медленно, не пытайтесь сделать сразу большой угол.
Повторите операции с оставшимися краями листа. Если линия получилась не идеальной, то поставьте деталь на ребро и подровняйте проблемные места.
Проверьте изделие. Все в норме – отрежьте болгаркой оставшиеся хвостики.
Проварите места срезов на углах. Болгаркой уберите окалину, потеки металла и острые края, придайте товарный вид.
Заключение
Ровным изгиб получается за счет предварительного прорезания, по этим линиям металл гнется намного быстрее, а толстые края не деформируются. Таким методом можно гнуть толстые листы под различные изделия.
Смотрите видео
 youtube.com/embed/5lsxJNJ3Vgg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/5lsxJNJ3Vgg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Согнуть лист металла в домашних условиях
Гибка листового металла позволяет при сравнительно небольших усилиях получить изделие нужной формы. Ибо при сварке затрачивается больше усилий как физических, так и финансовых. Лист металла можно сгибать вручную или с применением автоматики, однако общие принципы работы остаются прежними. Именно об особенностях данного процесса и пойдет речь.
Основные принципы
Гнутье металла осуществляется различными методами. Часто используется сварка, однако температурное воздействие способно изменять форму и свойства готового изделия. Это снижает эксплуатационные свойства и точность изготовления.
Так как при гибке металла внешние слои металла растягиваются, а внутренние начинают сжиматься, то необходимо перегибать на заданный угол часть металлопроката относительно другого. Угол же можно отыскать с помощью расчетов.
Угол же можно отыскать с помощью расчетов.
Изделие деформируется на те значения, которые находятся в заданных пределах. Они зависят от следующих параметров:
- Толщина металлического листа;
- Сколько составляет угол перегиба;
- Насколько прочен материал;
- Скорость и время выполнения процедуры.
Именно от них будет зависеть показатель допустимой деформации. Следующим этапом является выбор типа гибки.
Типы гибки металлических изделий
Сгибание металла производится вручную и с применением автоматических устройств. В первом случае процесс будет достаточно трудозатратен, потребует использования пассатижей и молотка, в результате на эту процедуру уйдет немало времени.
Гораздо проще и качественнее будет механизация процесса с помощью станков и соответствующих приспособлений. Форму цилиндра изделию придают специальные вальцы. С их помощью создаются дымоходы, желоба, трубные изделия.
Развитие станкостроительного производства позволило достичь сгибания материала для изготовления самых сложных изделий. А быстрая замена рабочего инструмента позволяет максимально эффективно и ускоренно перенастроить станочное устройство.
Виды оборудования
Для современного процесса по сгибанию металла имеется немало вариантов новейших аппаратов. На производстве обычно применяются прессы, которые можно разделить на следующие виды:
- Ротационные, гнущие металл с помощью перемещения между специальными валиками. Подходят для изготовления крупногабаритных изделий небольшими сериями.
- Поворотные прессы сгибают пластины с помощью гибочных балок и двух плит. Стационарная плита располагается внизу, а наверху находится поворотная плита. Оптимальный вариант для обработки изделий из листового металла с простым рельефом и маленькими габаритами.
- Стандартные прессы пневматические или гидравлические применяются для массовых или мелкосерийных изделий из нержавейки или другого металла. Сгибка производится между пуансоном и матрицей. За счет этого можно обрабатывать даже утолщенные изделия. При этом следует отметить, что гидравлические прессы применяются чаще, чем на пневматике, за счет более простой эксплуатации и стоимости.
 Сгибка производится между пуансоном и матрицей. За счет этого можно обрабатывать даже утолщенные изделия. При этом следует отметить, что гидравлические прессы применяются чаще, чем на пневматике, за счет более простой эксплуатации и стоимости.
Сгибка производится между пуансоном и матрицей. За счет этого можно обрабатывать даже утолщенные изделия. При этом следует отметить, что гидравлические прессы применяются чаще, чем на пневматике, за счет более простой эксплуатации и стоимости.Из всех вышеописанных видов оборудования наиболее современным является ротационное. Оно действует в автоматическом режиме, и рабочему не нужно заранее рассчитывать оптимальное значение усилия.
Автоматизированными считаются и поворотные прессы. Здесь отправляется один лист в устройство, который необходимо расположить его как необходимо по заданию. Чаще всего применяется на небольших предприятиях, где работают с металлическими деталями.
Ручная работа
Такая работа производится обычно ручными ножницами. В нужных местах ставятся отметки, по которым будет осуществляться ручная гибка металла. Лист надежно фиксируют в тисках. Массивным молотком производят первый сгиб. Изделие передвигают к новому месту сгиба, зажимают с бруском из дерева, загибают в нужную сторону.
Лист надежно фиксируют в тисках. Массивным молотком производят первый сгиб. Изделие передвигают к новому месту сгиба, зажимают с бруском из дерева, загибают в нужную сторону.
По завершении работы необходимо удостовериться, что изделие соответствует установленным стандартам. Проверка ведется с применением угольника и при необходимости недочеты устраняются.
Самостоятельное изготовление станка
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
- Делается основа из металла, подойдет двутавровый профиль.
- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его. Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.
Как производится гибка металла своими руками? При выполнении строительных работ часто бывает нужно выполнить сгиб металлических элементов. Например, бывает необходимо согнуть листовой металл или трубы. Трубы, имеющие небольшой диаметр, сгибают при помощи тисков.
Сгибание металлических листов на гибочном станке происходит без сварки и не нарушает структуру металла.
Часто при выполнении строительных работ возникает необходимость согнуть трубы большого диаметра. Для такой работы нужны специальные станки, которые выполняют сгибание труб и металлических листов. Сгибаемый элемент при этом не получает повреждений.
При гибке деталей учитывают пластичность материала, его толщину, определяют радиус кривизны.
В чем заключается технология гибки металла?
Схема сборки самодельного листогиба: 1 – основание; 2 – гайка-маховичок; 3 – прижим; 4 – изгибаемый лист; 5 – струбцина; 6 – обжимной пуансон.
Гибка листового металла — это выполнение определенных действий, вследствие которых металлический лист приобретает нужную форму. Сгибание детали происходит без помощи сварочных или каких-либо других соединений, которые уменьшают прочность и долговечность материала.
При выполнении сгиба изделия растягиваются его наружные слои и сжимаются внутренние. Технология сгибания заключается в том, чтобы перегнуть одну часть детали по отношению к другой на необходимый угол.
Во время гибки материал подвергают деформации. Величина возможной деформации зависит от толщины материала, угла изгиба, пластичности и скорости сгибания.
Сгибание выполняют посредством оборудования для сгиба деталей. Данное оборудование сгибает элемент таким образом, чтобы готовая конструкция не имела повреждений.
Если согнуть элемент неправильно, то на его поверхности произойдут различные дефекты, вследствие которых на линии изгиба материал получит такие повреждения, что готовая конструкция может сломаться. Гибку производят для листов различной толщины.
Напряжение изгиба материала должно быть больше, чем его предел упругости. В результате гибки должна происходить пластическая деформация материала. При этом готовая конструкция после операции сгиба будет сохранять ту форму, которую ей придали.
Чертеж листогиба (деталировка): 1 – струбцина; 2 – щечка; 3 – основание; 4 – кронштейн; 5 – сварной прижим; 6 – ось; 7 – уголок пуансона.
Преимущества процесса гибки:
- Процесс имеет высокую производительность.
- В результате сгибания получается заготовка, которая не имеет шва.
- Готовая конструкция обладает высокой устойчивостью к коррозии.
- Изделие обладает высокой прочностью.
- На месте сгиба изделия не появляется ржавчина.
- Конструкция является цельной.
- Процесс ручной гибки является достаточно трудоемким.
- Оборудование для сгиба имеет высокую стоимость.
В отличие от конструкций, выполненных методом сгиба листового металла, на сварных конструкциях есть сварной шов, который подвергается коррозии и ржавчине.
Сгиб изделий осуществляют вручную или при помощи оборудования. Ручной изгиб является очень трудоемким. Он выполняется при помощи молотка и плоскогубцев. Сгиб материала небольшой толщины выполняют киянкой.
Сгибание листового металла производят при помощи вальцов, пресса или роликовых станков. Чтобы листу придать форму цилиндра, используют ручные, гидравлические вальцы или вальцы с электроприводом. Таким методом изготавливают трубы.
Схема сборки рабочего хода: 1 – вкладыш из дерева; 2 – основание; 3 – щечка правая; 4 – изгибаемый лист; 5 – прижим; 6 – ось пуансона; 7 – пуансон; 8 – рычаг пуансона.
Гибка металла применяется в домашнем строительстве для изготовления водостоков, профилей, металлических каркасов, труб и других конструкций. При гибке листового металла своими руками можно изготовить трубы различного диаметра. При помощи станков изгибается материал с цинковым покрытием.
Если необходимо выполнить изгиб металла в домашних условиях, станок для сгибания можно изготовить своими руками. Для изготовления станка нужно выполнить шаблон из древесины, имеющий контур определенной, изогнутой формы.
При сгибе изделия нужно определить его размеры. Длину конструкции вычисляют с учетом радиуса изгиба листа. Для заготовок, сгибаемых под прямым углом, без создания закруглений, припуск на загиб должен составлять 0,6 от толщины листа.
Своими руками можно сгибать конструкции из пластичных металлов: меди, латуни, алюминия. Радиус изгиба зависит от качества материала и способа гибки. Изделия с небольшим радиусом закругления выполняют из пластичных материалов.
Радиус изгиба зависит от качества материала и способа гибки. Изделия с небольшим радиусом закругления выполняют из пластичных материалов.
Гибка металла своими руками
Как изготовить скобу методом гибки
При сгибании стальной полосы на роликовом станке, верхняя прорезь на бруске должна соответствовать размеру полосы.
Материалы и инструменты:
- металлический лист;
- тиски;
- молоток;
- оправа;
- брусок;
- электропила по металлу.
Предварительно нужно по схеме вычислить длину полосы заготовки и сделать расчет гибки металлического листа.
При расчетах на каждый загиб выполняют запас по 0,5 толщины полосы и по 1 мм на сгиб торцов в сторону.
Согласно схеме выпиливают заготовку, делают отметки места изгиба. Изгиб заготовки выполняют в тисках с угольниками.
Сначала надо зажать в тисках заготовку на уровне изгиба. Затем при помощи молотка выполняют первый загиб.
 com/embed/-P4IOAVPaaU»/>
com/embed/-P4IOAVPaaU»/>
Затем заготовку переставляют в тисках и зажимают ее оправой вместе с бруском. Затем делают второй загиб.
После этого вытаскивают заготовку, делают отметки длины лапок скобы.
Скобу с бруском оправой загибают в тисках, при этом отгибают обе ее лапки. Изгиб уточняют треугольником. Если изгиб выполнен неправильно, его исправляют при помощи молотка и бруска оправы. После процесса сгиба конструкцию отпиливают до нужных размеров.
Как своими руками изготовить станок для гибки металла?
Приемы гибки металла: Приемы гибки полос: а – порядок гибки; б – гибка острого угла.
Материалы и инструменты:
- металлическая балка двутавр 80 мм;
- уголок 80 мм;
- болты;
- петли;
- сварочный аппарат;
- рукоятки;
- струбцины;
- стол.
Сначала выполняют основу самодельного станка из металлического профиля — двутавра 80 мм. Затем уголок 80 мм прикручивают сверху к двутавровой балке при помощи двух болтов. Уголок будет закреплять заготовку во время сгибания.
Уголок будет закреплять заготовку во время сгибания.
На двутавр под уголок приваривают 3 петли от стальных дверей. Вторые половинки петель приваривают к уголку 80 мм, который повернут к двутавру.
Этим уголком выполняет гибку материала при повороте уголка. Чтобы сделать гибку, к уголку приваривают две рукоятки по 800 мм. За рукоятки станок будут поворачивать.
Листогиб прижимают к столу при помощи двух больших струбцин. Откручивают прижимной уголок. Затем укладывают заготовку. Уголок перемещают на свое место.
Его можно просто приподнять, при этом не снимая. Затем заготовку продевают между уголком и двутавром. Аккуратно выравнивают металлический лист по краю уголка.
Потом прочно затягивают болты и при помощи поворота траверсы сгибают заготовку на необходимый угол.
Самодельный станок можно использовать для сгибания металлических листов небольшой толщины. Для сгиба листов, имеющих большую толщину, применяют станки, изготовленные на производстве. При соблюдении правильной технологии можно получить готовые изделия, имеющие высокое качество.
При соблюдении правильной технологии можно получить готовые изделия, имеющие высокое качество.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Гибка металла | Гибка листового металла до 10 мм
Гибка металла
Гибка металла – это технологическая операция, при которой изделие принимает нужные размеры и форму с помощью сжатия внутренних и растяжения наружных слоев материала. В результате чего из заготовки плоской формы получают объемное изделие без сварных и иных швов и соединений.
«Гибка» звучит как простой процесс, но в действительности, он очень сложен. Значение гибки и в современном постиндустриальном мире трудно переоценить. Куда ни посмотреть – всюду конструкции из гнутого листового металла. Даже производители гибочных прессов удивляются, насколько сложные детали стали изготавливаться на разработанном ими оборудовании.
Всё это стало возможным благодаря активному внедрению ЧПУ, применению в технологии гибки нескольких управляемых осей, новейших систем гидравлики и измерительной электроники, а также широким использованием роботов. Основным же двигателем ускоренного развития высокоточной гибочной технологии явился повсеместный переход металлоoбрабатывающей промышленности на применение высокопроизводительных вырубных прессов и листовой лазерной резки.
Исторически эта технологическая операция возникла практически одновременно с литьём и ковкой – первичными этапами металлообработки. Научившись правильно гнуть заготовки из металла, люди решили огромное количество насущных бытовых и военных задач, начиная от создания сложных инструментов для охоты и сельского хозяйства, и заканчивая производством оружия.
«Лист» и «гибка» не очень ассоциируются с высокой технологией – high tech, однако для того чтобы гнуть «непослушный» лист металла необходимы специальные знания и огромный практический опыт. Объясните техническому специалисту, который не знаком с листовым металлом, что в нашем высокотехничном мире невозможно постоянно получать при гибке угол 90 градусов, не меняя параметров настройки.
Без изменения программы угол будет меняться, если, например, лист толщиной 2 мм сделан из нержавеющей стали или алюминия, если его длина – 500мм, 1000мм или 2000 мм, если гибка производится вдоль или поперёк волокон материала, если линия гибки находится в окружении пробитых или прорезанных лазером отверстий, если лист имеет различную упругую деформацию (горячекатаный прокат), если поверхностное упрочнение при самой деформации сильнее или слабее и т.д. и т.п.
Да, о гибке листового металла, как о профессиональной сфере металлообработки, можно говорить очень много, но, пожалуй, надо отметить самое главное.
1. Гибка листового металла – это высокопроизводительная, быстрая и высокоточная операция.
2. Замена сварки гибкой, как правило, очень выгодна при увеличении скорости производственного процесса и при обеспечении дополнительной прочности изделия за счёт так называемых рёбер жесткости.
3. Гибка металла редко является первичной операцией, как правило, — её задача максимально приблизить деталь к конечной форме (товарному виду).
4. Гибка сложных многопрофильных изделий из листового металла (в т.ч. плющение и изготовление петель) очень сильно зависит от применения редких специальных инструментов — узких, изогнутых пуансонов и ковочных оснасток.
5. Гибка заготовок из толстого (более 5 мм) листа сильно зависит от «тоннажности» станка, т.е. от такой характеристики как усилие балки, измеряемой в тоннах на метр.
6. Гибка малых бортов (отгибов) напрямую увязана с физическими характеристиками металла – его толщиной, жёсткостью и текучестью. Так, например, получить борт высотой в 2 мм из листа толщиной 1 мм гибкой технологически невозможно – нужно применять операцию штамповки.
7. Также стандартным холодным способом согнуть заготовку металла толщиной более 5 мм с внутренним угловым радиусом гиба менее толщины самого металла чревато разрывом внешней плоскости детали.
Гибка листового металла в нашей компании осуществляется на 120-ти тонном, 3-х метровом гидравлическом прессе с ЧПУ производства компании Baycal. Используемый на нашем производстве листогибочный станок имеет широкий арсенал оснастки (матриц и пуансонов), которые позволяют нам выполнять даже самые сложные заказы.
Цена на гибку металла
|
|
| |||
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Данные цены действительны только для черных сталей толщиной до 2 мм включительно.
Гибка металла 3 мм – коэффициент 1,2
Гибка металла 4-6 мм – коэффициент 1,3
Гибка металла 7-10 мм – коэффициент 1,5
Гибка изделий из нержавеющей стали, цены устанавливаются отдельно, исходя из объема заказа.
Как согнуть лист металла толщиной 3 мм
Как согнуть лист металла толщиной 3 мм
Гибка листового металла позволяет при сравнительно небольших усилиях получить изделие нужной формы. Ибо при сварке затрачивается больше усилий как физических, так и финансовых. Лист металла можно сгибать вручную или с применением автоматики, однако общие принципы работы остаются прежними. Именно об особенностях данного процесса и пойдет речь.
Основные принципы
Гнутье металла осуществляется различными методами. Часто используется сварка, однако температурное воздействие способно изменять форму и свойства готового изделия. Это снижает эксплуатационные свойства и точность изготовления.
Так как при гибке металла внешние слои металла растягиваются, а внутренние начинают сжиматься, то необходимо перегибать на заданный угол часть металлопроката относительно другого. Угол же можно отыскать с помощью расчетов.
Изделие деформируется на те значения, которые находятся в заданных пределах. Они зависят от следующих параметров:
- Толщина металлического листа;
- Сколько составляет угол перегиба;
- Насколько прочен материал;
- Скорость и время выполнения процедуры.
Именно от них будет зависеть показатель допустимой деформации. Следующим этапом является выбор типа гибки.
Типы гибки металлических изделий
Сгибание металла производится вручную и с применением автоматических устройств. В первом случае процесс будет достаточно трудозатратен, потребует использования пассатижей и молотка, в результате на эту процедуру уйдет немало времени.
Гораздо проще и качественнее будет механизация процесса с помощью станков и соответствующих приспособлений. Форму цилиндра изделию придают специальные вальцы. С их помощью создаются дымоходы, желоба, трубные изделия.
Развитие станкостроительного производства позволило достичь сгибания материала для изготовления самых сложных изделий. А быстрая замена рабочего инструмента позволяет максимально эффективно и ускоренно перенастроить станочное устройство.
Виды оборудования
Для современного процесса по сгибанию металла имеется немало вариантов новейших аппаратов.
На производстве обычно применяются прессы, которые можно разделить на следующие виды:
- Ротационные, гнущие металл с помощью перемещения между специальными валиками. Подходят для изготовления крупногабаритных изделий небольшими сериями.
- Поворотные прессы сгибают пластины с помощью гибочных балок и двух плит. Стационарная плита располагается внизу, а наверху находится поворотная плита. Оптимальный вариант для обработки изделий из листового металла с простым рельефом и маленькими габаритами.
- Стандартные прессы пневматические или гидравлические применяются для массовых или мелкосерийных изделий из нержавейки или другого металла. Сгибка производится между пуансоном и матрицей. За счет этого можно обрабатывать даже утолщенные изделия. При этом следует отметить, что гидравлические прессы применяются чаще, чем на пневматике, за счет более простой эксплуатации и стоимости.
Из всех вышеописанных видов оборудования наиболее современным является ротационное. Оно действует в автоматическом режиме, и рабочему не нужно заранее рассчитывать оптимальное значение усилия.
Автоматизированными считаются и поворотные прессы. Здесь отправляется один лист в устройство, который необходимо расположить его как необходимо по заданию. Чаще всего применяется на небольших предприятиях, где работают с металлическими деталями.
Ручная работа
Такая работа производится обычно ручными ножницами. В нужных местах ставятся отметки, по которым будет осуществляться ручная гибка металла. Лист надежно фиксируют в тисках. Массивным молотком производят первый сгиб. Изделие передвигают к новому месту сгиба, зажимают с бруском из дерева, загибают в нужную сторону.
По завершении работы необходимо удостовериться, что изделие соответствует установленным стандартам. Проверка ведется с применением угольника и при необходимости недочеты устраняются.
Самостоятельное изготовление станка
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
- Делается основа из металла, подойдет двутавровый профиль.
- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его. Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время. Для работы не понадобится гибочный станок, обойдемся небольшим набором инструментов, которые есть в мастерской.
Существует простой способ сделать это и без специальных приспособлений наподобие листогиба.
Что понадобится для сгибания листа
Понадобятся измерительные инструменты, болгарка с камнями толщиной 1 мм и 2 мм. Для техники безопасности требуется иметь специальные очки. Гнуть будем листовую сталь толщиной 2 мм, размеры подбираются в зависимости от чистой длины и ширины с учетом величины подгибов. Гнуть надо на любом ровном профиле металлическим молотком.
Технология загиба листового материала
Процесс рассмотрим на примере изготовления крышки для коптильни. Толщина листа в нашем случае 2 мм.
Сделайте разметку на листе. На каждый изгиб предусмотрено 35 мм, для загиба рекомендуется вычесть из этого размера по 4 мм. Соответственно, на листе надо нарисовать прямоугольник 508×308 мм, изгибы получатся длиной по 31 мм. Под линейку проведите линии.
Чтобы лист можно было легко согнуть, необходимо прорезать небольшие канавки. Наденьте защитные очки или маску и болгаркой ровно пройдитесь по линиям, глубина резания примерно один миллиметр, но не более. Толщина диска 1 мм.
Поменяйте диск на 2,5 мм и еще раз пройдитесь по линиям. Пользоваться двумя дисками надо по двум причинам.
- Тонким диском намного легче работать, он дает ровный срез, проще контролировать глубину.
- Широкий диск увеличивает пропил, что позволяет загибать металл без упора о кромки.
Прорежьте одну сторону угла, полностью они срезаются после изгиба.
Приступайте к гибке листа. Точно по линии пропиливания положите его на профиль, согните вначале одну сторону, затем противоположную.
Обстукивайте постепенно по всей длине, гните медленно, не пытайтесь сделать сразу большой угол.
Повторите операции с оставшимися краями листа. Если линия получилась не идеальной, то поставьте деталь на ребро и подровняйте проблемные места.
Проверьте изделие. Все в норме – отрежьте болгаркой оставшиеся хвостики.
Проварите места срезов на углах. Болгаркой уберите окалину, потеки металла и острые края, придайте товарный вид.
Заключение
Ровным изгиб получается за счет предварительного прорезания, по этим линиям металл гнется намного быстрее, а толстые края не деформируются. Таким методом можно гнуть толстые листы под различные изделия.
Смотрите видео
https://sdelaysam-svoimirukami.ru/
Как сделать трубу из жести без станка
Домашние мастера придумали много способов сгибания металлического листа в трубу без применения станка.
Предлагаем вариант с применением походящей по размерам болванки. Делают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.
Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.
Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
Гибка металла – это технологическая операция, при которой изделие принимает нужные размеры и форму с помощью сжатия внутренних и растяжения наружных слоев материала. В результате чего из заготовки плоской формы получают объемное изделие без сварных и иных швов и соединений.
«Гибка» звучит как простой процесс, но в действительности, он очень сложен. Значение гибки и в современном постиндустриальном мире трудно переоценить. Куда ни посмотреть – всюду конструкции из гнутого листового металла. Даже производители гибочных прессов удивляются, насколько сложные детали стали изготавливаться на разработанном ими оборудовании.
Всё это стало возможным благодаря активному внедрению ЧПУ, применению в технологии гибки нескольких управляемых осей, новейших систем гидравлики и измерительной электроники, а также широким использованием роботов. Основным же двигателем ускоренного развития высокоточной гибочной технологии явился повсеместный переход металлоoбрабатывающей промышленности на применение высокопроизводительных вырубных прессов и листовой лазерной резки.
Исторически эта технологическая операция возникла практически одновременно с литьём и ковкой – первичными этапами металлообработки. Научившись правильно гнуть заготовки из металла, люди решили огромное количество насущных бытовых и военных задач, начиная от создания сложных инструментов для охоты и сельского хозяйства, и заканчивая производством оружия.
«Лист» и «гибка» не очень ассоциируются с высокой технологией – high tech, однако для того чтобы гнуть «непослушный» лист металла необходимы специальные знания и огромный практический опыт. Объясните техническому специалисту, который не знаком с листовым металлом, что в нашем высокотехничном мире невозможно постоянно получать при гибке угол 90 градусов, не меняя параметров настройки.
Без изменения программы угол будет меняться, если, например, лист толщиной 2 мм сделан из нержавеющей стали или алюминия, если его длина – 500мм, 1000мм или 2000 мм, если гибка производится вдоль или поперёк волокон материала, если линия гибки находится в окружении пробитых или прорезанных лазером отверстий, если лист имеет различную упругую деформацию (горячекатаный прокат), если поверхностное упрочнение при самой деформации сильнее или слабее и т.д. и т.п.
Да, о гибке листового металла, как о профессиональной сфере металлообработки, можно говорить очень много, но, пожалуй, надо отметить самое главное.
1. Гибка листового металла – это высокопроизводительная, быстрая и высокоточная операция.
2. Замена сварки гибкой, как правило, очень выгодна при увеличении скорости производственного процесса и при обеспечении дополнительной прочности изделия за счёт так называемых рёбер жесткости.
3. Гибка металла редко является первичной операцией, как правило, — её задача максимально приблизить деталь к конечной форме (товарному виду).
4. Гибка сложных многопрофильных изделий из листового металла (в т.ч. плющение и изготовление петель) очень сильно зависит от применения редких специальных инструментов — узких, изогнутых пуансонов и ковочных оснасток.
5. Гибка заготовок из толстого (более 5 мм) листа сильно зависит от «тоннажности» станка, т.е. от такой характеристики как усилие балки, измеряемой в тоннах на метр.
6. Гибка малых бортов (отгибов) напрямую увязана с физическими характеристиками металла – его толщиной, жёсткостью и текучестью. Так, например, получить борт высотой в 2 мм из листа толщиной 1 мм гибкой технологически невозможно – нужно применять операцию штамповки.
7. Также стандартным холодным способом согнуть заготовку металла толщиной более 5 мм с внутренним угловым радиусом гиба менее толщины самого металла чревато разрывом внешней плоскости детали.
Гибка листового металла в нашей компании осуществляется на 120-ти тонном, 3-х метровом гидравлическом прессе с ЧПУ производства компании Baycal. Используемый на нашем производстве листогибочный станок имеет широкий арсенал оснастки (матриц и пуансонов), которые позволяют нам выполнять даже самые сложные заказы.
Руководство по проектированию
— SheetMetal.Me
Отводы
Изгибы являются наиболее типичной особенностью деталей из листового металла и могут быть выполнены с помощью различных методов и машин, что исключает абсолютную необходимость в некоторых из приведенных ниже советов. Однако для типовых деталей, которые должны быть рентабельными и простыми в производстве, могут быть полезны следующие советы.
- Минимальная длина фланца зависит от матрицы, используемой для гибки. Чтобы определить типичную минимальную длину фланца, обратитесь к Таблице усилия на изгиб воздуха.
- Если несколько изгибов находятся в одной плоскости, попробуйте спроектировать деталь так, чтобы все изгибы были обращены в одном направлении. Это избавит оператора от необходимости переворачивать деталь. Это также приносит пользу станкам для гибки створок и панелей, которые могут сгибаться только в одном направлении за установку.
- По возможности избегайте крупных деталей, особенно больших деталей с маленькими или детализированными фланцами. Преследование крупной детали через каждый изгиб может быть опасным и утомительным для оператора. Это также делает вас уязвимыми для снижения точности деталей.
- При разработке детали всегда сверяйтесь с таблицей профилей инструмента. Знайте инструменты, доступные в вашем магазине, или стандарты, если вы отдаете производство на аутсорсинг. Специализированная оснастка может быть очень дорогой.
Цековки и зенковки
В то время как более тонкие калибровочные листы часто не утопают, есть несколько рекомендаций, которым следует следовать при работе с более толстыми листами, чтобы сохранить прочность материала и предотвратить деформацию элементов во время формования.
- Расстояние между двумя зенковками должно быть не менее 8-кратной толщины материала.
- Для обеспечения прочности расстояние между краем зенковки и краем материала должно быть в 4 раза больше толщины материала.
- Между застежкой и поверхностью зенковки должно быть не менее 50% контакта.
- Для предотвращения деформации отверстия край зенковки должен быть как минимум в 3 раза больше толщины материала от точки касания изгиба.
Локоны
При добавлении загиба к краю листа следующие рекомендации гарантируют, что никаких специальных инструментов не потребуется.
- Внешний радиус изгиба не может быть меньше толщины материала в 2 раза. Это создаст проем с радиусом толщины 1 материала.
- Отверстие должно быть не менее радиуса скручивания плюс толщина материала от элемента скручивания.
- Изгиб должен быть не менее радиуса изгиба плюс 6-кратная толщина материала от элемента изгиба.
Ямочки
- Диаметр углубления не должен превышать толщину материала более чем в 6 раз.
- Внутренняя глубина ямки не должна превышать внутренний радиус.
- Отверстие должно быть как минимум в три раза больше толщины материала от края углубления. Или внутренний радиус лунки плюс 3-кратная толщина материала.
- От края детали углубления должны быть как минимум в 4 раза больше толщины материала плюс радиус углубления.
- От изгиба углубления должны быть как минимум в 2 раза больше толщины материала плюс радиус углубления плюс радиус изгиба.
- На другой лунке углубления должны быть в 4 раза больше толщины материала плюс внутренний радиус каждой лунки.
Тиснение и резьба
- Выдавливания и смещения следует измерять на одной стороне материала, если нет необходимости выдерживать внешний размер.
- Для круглых тиснений или ребер максимальная глубина равна внутреннему радиусу тиснения.
- Для плоских тиснений максимальная глубина равна внутреннему радиусу плюс внешний радиус.
- Для V-образного тиснения максимальная глубина равна трехкратной толщине материала.
- Тиснение должно быть как минимум в 3 раза больше толщины материала от края отверстия.
- Между двумя параллельными ребрами минимальное расстояние в 10 раз превышает толщину материала плюс радиус ребер.
Экструдированные отверстия
- Расстояние между двумя выдавленными отверстиями должно быть не менее 6-кратной толщины материала.
- Расстояние от края до выдавленного отверстия должно быть не менее 3-х кратной толщины материала.
- Расстояние от изгиба до выдавленного отверстия должно быть в 3 раза больше толщины материала плюс радиус изгиба.
Накладки
Накладки используются для усиления фланца без необходимости во вторичных процессах, таких как сварка. Хотя косынки почти всегда требуют специального инструмента, некоторые базовые рекомендации должны помочь. Обязательно проконсультируйтесь с отделом тормозных прессов вашего завода, чтобы узнать, что они оборудованы для гибки.
- Накладки под 45 ° не должны проектироваться так, чтобы их плоская кромка превышала толщину материала более чем в 4 раза.
- Для отверстий расстояние между косынкой и краем отверстия должно быть не менее 8-кратной толщины материала.
Кайма
Подгибы используются для создания складок в листовом металле, чтобы придать краям жесткость и создать край, безопасный для прикосновения.
- Для отрывной кромки внутренний диаметр должен быть равен толщине материала.
- Для открытой кромки изгиб теряет округлость, если внутренний диаметр превышает толщину материала.
- Для отверстий минимальное расстояние между краями отверстия в 2 раза превышает толщину материала плюс радиус кромки.
- Для сгибов минимальное расстояние между внутренней кромкой сгиба и внешней стороной кромки должно быть в 5 раз больше толщины материала плюс радиус сгиба плюс радиус кромки.
отверстий / щелей
- Расстояние от внешней линии пресс-формы до нижней части выреза должно быть равным минимальной длине фланца, предписанной таблицей сил изгиба воздуха.
- Практическое правило : 2,5 * толщина материала + радиус изгиба.
- При использовании пробивного пресса диаметр отверстия всегда должен быть равен диаметру вашего инструмента, и вы никогда не должны использовать инструмент, диаметр которого меньше толщины материала.
- Практическое правило : Никогда не проектируйте отверстие диаметром менее 0,040 дюйма, кроме случаев лазерной резки.
- При использовании пробивного пресса отверстия должны быть не менее 1 толщины материала от любого края. Это предотвращает вздутие по краю.
Копья и жалюзи
Формованные штанги и жалюзи почти всегда требуют специального инструмента, поэтому убедитесь, что понимаете, что вам доступно, прежде чем проектировать элемент.
- Минимальная глубина копья должна быть в два раза больше толщины материала и не менее.125 ”
- Если копье сформировано с помощью стандартного инструмента, убедитесь, что длина изгиба может быть разделена стандартным набором секционного инструмента.
- От изгиба фурмы должны быть не менее чем в 3 раза больше толщины материала плюс радиус изгиба, однако фактический минимум часто намного больше указанного и определяется профилем инструмента.
- Пиковые наконечники должны располагаться на расстоянии не менее 3-х кратной толщины материала от края отверстия.
Пазы и рельефы
- Минимальная ширина выемки равна толщине материала и не менее.04 ”. Это исключается, если заготовка вырезается с помощью лазерной системы, и в этом случае минимум составляет только пропил лазера.
- При определении длины надреза очень важно понимать, какой инструмент используется для вырезания надреза. По возможности, выемка должна быть кратной длине пуансона, чтобы не допустить высечки.
- Минимальное расстояние от сгиба составляет 3 длины материала плюс радиус сгиба.
- При изготовлении с помощью штамповочного пресса минимальное расстояние между двумя надрезами должно быть не менее 2-х кратной толщины материала и не менее.125 ”
Сварка
- Ручная сварка должна быть ограничена калибрами толщиной более 20.
- Для соединения копланарных поверхностей одинаковой толщины следует использовать точечную сварку. Геометрия рычага и глубина горловины аппарата точечной сварки будут ограничивающим фактором.
- Сварные соединения следует проектировать с максимально жесткими допусками, чтобы сварщику не требовалось добавлять проволоку.
- Материал проволоки всегда должен совпадать с материалом свариваемого материала.
Покрытие
- Острые края и углы обычно получают примерно в два раза больше, чем материал покрытия из-за плотности тока в этих областях.
- Если возможно, нарезание и резьба после нанесения покрытия, в противном случае предположите, что толщина материала увеличится в 4 раза по сравнению с типичной толщиной покрытия, соответственно скомпенсируйте шаг и глубину.
- Избегайте труднодоступных углублений.
- Поскольку детали будут подвешиваться на крючки и погружаться в них, целесообразно создать отверстия для подвешивания в вашей детали, а не оставлять решение на усмотрение обкладчика.Эти отверстия могут быть небольшими, их достаточно, чтобы продеть проволочный крючок. Эти отверстия также позволят вам контролировать положение детали при погружении.
- В дополнение к отверстию для подвешивания предусмотрены дренажные отверстия. Зная ориентацию детали по отверстиям для подвешивания, убедитесь, что деталь можно легко очистить после нанесения покрытия.
- Предположим, что все области детали будут покрыты гальваническим покрытием, маскирование не рекомендуется.
.
Допуск на изгиб — SheetMetal.Me
Понимание допуска на изгиб и, следовательно, уменьшения изгиба детали — важный первый шаг к пониманию того, как изготавливаются детали из листового металла. Когда листовой металл подвергается процессу изгиба, металл вокруг изгиба деформируется и растягивается. По мере того, как это происходит, общая длина вашей части становится небольшой. Точно так же, когда вы пытаетесь разработать развертку, вам придется сделать вычет из желаемого размера детали, чтобы получить правильный размер развертки.Допуск на изгиб определяется как материал, который вы добавляете к фактической длине полки детали, чтобы получить развертку. Длины плеч — это часть фланца, выходящая за пределы радиуса изгиба. В нашем примере ниже деталь с длиной фланца 2 дюйма и 3 дюйма с внутренним радиусом 0,250 дюйма под углом 90 ° будет иметь длину опор 1,625 дюйма и 2,625 дюйма соответственно. Когда мы вычисляем допуск на изгиб, мы находим, что он равен 0,457 ”. Чтобы развернуть развертку, мы добавляем 0,457 дюйма к 1,625 дюйма и 2.625 ”, чтобы получить 4.707”. Как видите, Допуск на изгиб и Уменьшение изгиба тесно связаны ниже.
Калькулятор допусков на изгиб
Ниже представлен наш простой калькулятор допуска на изгиб, он работает путем ввода толщины материала, угла изгиба, внутреннего радиуса и коэффициента К. Он просто обрабатывает эти переменные с помощью уравнений, которые мы обсудим ниже. Обратите внимание, что угол изгиба — это исключенный угол, а не включенный угол.
[swfobj src = ”http: // sheetmetal.me / wp-content / uploads / 2011/05 / Bend-Allowance-Calculator.swf ”width =” 395 ″ height = ”180 ″]
Формула допуска на изгиб
Формула допуска на изгиб учитывает геометрию изгиба и свойства металла для определения допуска изгиба. Вам нужно будет знать толщину материала (MT), угол изгиба (B Перед выполнением любых расчетов важно преобразовать включенный угол в дополнительный. Внутренний радиус будет окончательным радиусом включенного угла. Для получения информации о том, как определяется внутренний радиус, см. Нашу публикацию в таблице Air Bend Force. Наконец, К-фактор — это свойство материала, который вы изгибаете. Это свойство определяет, как материал растягивается при изгибе.См. Наш пост о К-факторе, чтобы лучше понять, а также диаграммы и формулы.
Сама формула довольно проста:
Таблица допусков на изгиб
Поскольку допуск на изгиб часто путают с уменьшением изгиба, важно понимать, с каким значением вы собираетесь работать. Как только вы поймете, что представляют собой эти значения, вы сможете использовать их для точной и быстрой разработки разверток для деталей из листового металла. Создание диаграммы со стандартными значениями — ключевой компонент ускорения этого процесса.Многие программные пакеты, такие как Solid Works, Inventor и Solid Edge, позволяют включать в свои расчеты при разработке разверток диаграммы допусков на изгиб.
К сожалению, гибка листового металла не всегда одинакова в каждом цехе. Самые большие вариации исходят от самих материалов. Защитные покрытия, вариации сплава и толщины, а также многие другие мелкие факторы — все это вместе дает вам допуск на изгиб, уникальный для вашей работы. Эта диаграмма подведет вас достаточно близко для большинства приложений и может не потребовать точной настройки с вашей стороны, однако, если вы действительно привержены точному изгибу, загрузите таблицу Excel и начните вводить свои собственные значения.
Приведенная ниже диаграмма Microsoft Excel предназначена для датчиков с четными номерами от 8 до 24 и имеет коэффициент К по умолчанию 0,33 для каждого. Внутренние радиусы основаны на стандартной диаграмме силы изгиба воздуха. Вы можете легко изменить толщину материала, внутренний радиус и коэффициент К для каждой толщины в верхней части каждого столбца.
Таблица допусков на изгиб листового металла (PDF)
Таблица допусков на изгиб листового металла (Excel)
| ДОПУСК НА ИЗГИБ | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Датчик 8 | Датчик 10 | Датчик 12 | 14 Датчик | 16 Датчик | 18 Датчик | 20 Датчик | 22 Датчик | 24 Датчик | ||||||||||
| Коэффициент К | 0.33 | K-фактор | 0,33 | K-фактор | 0,33 | K-фактор | 0,33 | K-фактор | 0,33 | K-фактор | 0,33 | K-фактор | 0,33 | K-фактор | 0,33 | Коэффициент К | 0,33 | |
| MT | IR | MT | IR | MT | IR | MT | IR | MT | IR | MT | IR | MT | IR | MT | IR | MT | IR | |
| 0.163 | 0,210 | 0,135 | 0,164 | 0,105 | 0,118 | 0,075 | 0,105 | 0,060 | 0,092 | 0,048 | 0,066 | 0,036 | 0,020 | 0,030 | 0,024 0,020 | 0,020 | ||
| Угол | Резерв | Резерв | Резерв | Резерв | Резерв | Резерв | Резерв | Резерв | Резерв | |||||||||
| 10 | 0.0461 | 0,0364 | 0,0266 | 0,0226 | 0,0195 | 0,0143 | 0,0056 | 0,0052 | 0,0049 | |||||||||
| 15 | 0,0691 | 0,0546 | 0,0399 | 0,0339 | 0,0293 | 0,0214 | 0,0083 | 0,0078 | 0,0073 | |||||||||
| 20 | 0,0921 | 0,0727 | 0,0532 | 0,0453 | 0.0390 | 0,0285 | 0,0111 | 0,0104 | 0,0097 | |||||||||
| 25 | 0,1152 | 0,0909 | 0,0665 | 0,0566 | 0,0488 | 0,0357 | 0,0139 | 0,0130 | 0,0122 | |||||||||
| 30 | 0,1382 | 0,1091 | 0,0799 | 0,0679 | 0,0585 | 0,0428 | 0,0167 | 0,0156 | 0.0146 | |||||||||
| 35 | 0,1612 | 0,1273 | 0,0932 | 0,0792 | 0,0683 | 0,0500 | 0,0195 | 0,0182 | 0,0170 | |||||||||
| 40 | 0,1842 | 0,1455 | 0,1065 | 0,0905 | 0,0780 | 0,0571 | 0,0222 | 0,0209 | 0,0195 | |||||||||
| 45 | 0,2073 | 0,1637 | 0.1198 | 0,1018 | 0,0878 | 0,0642 | 0,0250 | 0,0235 | 0,0219 | |||||||||
| 50 | 0,2303 | 0,1818 | 0,1331 | 0,1131 | 0,0975 | 0,0714 | 0,0278 | 0,0261 | 0,0243 | |||||||||
| 55 | 0,2533 | 0,2000 | 0,1464 | 0,1245 | 0,1073 | 0,0785 | 0.0306 | 0,0287 | 0,0268 | |||||||||
| 60 | 0,2764 | 0,2182 | 0,1597 | 0,1358 | 0,1170 | 0,0856 | 0,0333 | 0,0313 | 0,0292 | |||||||||
| 65 | 0,2994 | 0,2364 | 0,1730 | 0,1471 | 0,1268 | 0,0928 | 0,0361 | 0,0339 | 0,0316 | |||||||||
| 70 | 0.3224 | 0,2546 | 0,1863 | 0,1584 | 0,1365 | 0,0999 | 0,0389 | 0,0365 | 0,0341 | |||||||||
| 75 | 0,3455 | 0,2728 | 0,1996 | 0,1697 | 0,1463 | 0,1070 | 0,0417 | 0,0391 | 0,0365 | |||||||||
| 80 | 0,3685 | 0,2910 | 0,2129 | 0,1810 | 0.1560 | 0,1142 | 0,0445 | 0,0417 | 0,0389 | |||||||||
| 85 | 0,3915 | 0,3091 | 0,2263 | 0,1923 | 0,1658 | 0,1213 | 0,0472 | 0,0443 | 0,0414 | |||||||||
| 90 | 0,4146 | 0,3273 | 0,2396 | 0,2036 | 0,1755 | 0,1284 | 0,0500 | 0,0469 | 0.0438 | |||||||||
| 95 | 0,4376 | 0,3455 | 0,2529 | 0,2150 | 0,1853 | 0,1356 | 0,0528 | 0,0495 | 0,0462 | |||||||||
| 100 | 0,4606 | 0,3637 | 0,2662 | 0,2263 | 0,1950 | 0,1427 | 0,0556 | 0,0521 | 0,0487 | |||||||||
| 105 | 0,4836 | 0,3819 | 0.2795 | 0,2376 | 0,2048 | 0,1499 | 0,0584 | 0,0547 | 0,0511 | |||||||||
| 110 | 0,5067 | 0,4001 | 0,2928 | 0,2489 | 0,2145 | 0,1570 | 0,0611 | 0,0573 | 0,0535 | |||||||||
| 115 | 0,5297 | 0,4182 | 0,3061 | 0,2602 | 0,2243 | 0,1641 | 0.0639 | 0,0599 | 0,0560 | |||||||||
| 120 | 0,5527 | 0,4364 | 0,3194 | 0,2715 | 0,2340 | 0,1713 | 0,0667 | 0,0626 | 0,0584 | |||||||||
| 125 | 0,5758 | 0,4546 | 0,3327 | 0,2828 | 0,2438 | 0,1784 | 0,0695 | 0,0652 | 0,0608 | |||||||||
| 130 | 0.5988 | 0,4728 | 0,3460 | 0,2942 | 0,2535 | 0,1855 | 0,0723 | 0,0678 | 0,0633 | |||||||||
| 135 | 0,6218 | 0,4910 | 0,3594 | 0,3055 | 0,2633 | 0,1927 | 0,0750 | 0,0704 | 0,0657 | |||||||||
| 140 | 0,6449 | 0,5092 | 0,3727 | 0,3168 | 0.2730 | 0,1998 | 0,0778 | 0,0730 | 0,0681 | |||||||||
| 145 | 0,6679 | 0,5274 | 0,3860 | 0,3281 | 0,2828 | 0,2069 | 0,0806 | 0,0756 | 0,0706 | |||||||||
| 150 | 0,6909 | 0,5455 | 0,3993 | 0,3394 | 0,2925 | 0,2141 | 0,0834 | 0,0782 | 0.0730 | |||||||||
| 155 | 0,7140 | 0,5637 | 0,4126 | 0,3507 | 0,3023 | 0,2212 | 0,0862 | 0,0808 | 0,0754 | |||||||||
| 160 | 0,7370 | 0,5819 | 0,4259 | 0,3620 | 0,3120 | 0,2283 | 0,0889 | 0,0834 | 0,0779 | |||||||||
| 165 | 0,7600 | 0,6001 | 0.4392 | 0,3734 | 0,3218 | 0,2355 | 0,0917 | 0,0860 | 0,0803 | |||||||||
| 170 | 0,7830 | 0,6183 | 0,4525 | 0,3847 | 0,3315 | 0,2426 | 0,0945 | 0,0886 | 0,0827 | |||||||||
.
Какой наименьший радиус изгиба при любой толщине листового металла?
Радиус изгиба
Для гибки листового металла должен быть радиус изгиба, радиус изгиба не должен быть слишком большим или слишком маленьким, его следует выбирать соответствующим образом. Если радиус изгиба слишком мал, это вызовет растрескивание в месте изгиба; если радиус изгиба слишком большой, легко отскочить.
Оптимальный радиус изгиба разной толщины из различных материалов (РАДИУС изгиба внутренний) см. В таблице ниже:
Условия отжига металла Состояние холодного отверждения
Соответствующее положение направления изгиба и направления волокна
вертикальный параллельный вертикальный параллельный
08, 10 0.1т 0,4т 0,4т 0,8т
15, 20 0,1 т 0,5 т 0,5 т 1,0 т
25, 30 0,2 т 0,6 т 0,6 т 1,2 т
45, 50 0,5 т 1,0 т 1,0 т 1,7 т
65 млн 1,0 т 2,0 т 2,0 т 3,0 т
Алюминий 0,1 т 0,35 т 0,5 т 1,0 т
Латунь 0,1 т 0,35 т 1,0 т 2,0 т
Мягкая латунь 0,1 т 0,35 т 0,35 т 0,8 т
Полужесткая латунь 0,1 т 0,35 т 0,5 т 1,2 т
Фосфорная бронза / / 1,0 т 3,0 т
Данные в таблице выше являются предпочтительными только для справки. Фактически, скругленные углы листогибочного пресса обычно равны 0,3, а небольшое количество закругленных углов пуансона листогибочного пресса равно 0.5.
Для обычной низкоуглеродистой стали, антикоррозийной алюминиевой пластины, желтой меди, пурпурной меди и т. Д. Внутренний радиус 0,2 не является проблемой, но для некоторых высокоуглеродистых сталей, твердого алюминия, сверхтвердого алюминия используйте радиус 0,2 приведет к изгибному разрушению или трещине внешнего радиуса.
Вы можете проверить полную информацию в этом посте:
https://machinemfg.com/press-brake-ultimate-guide/
.
Как загнуть лист металла в домашних условиях? | RDV
Необходимость в работе с металлическими листами может возникнуть при ремонте или строительстве. Это может понадобиться при сооружении водостоков, канализации и создания каркасов из металла для каких-либо конструкций.
При производстве различных конструкций зачастую следует придать металлическому листу нужную форму. Если вам необходимо загнуть лист в домашних условиях, наши рекомендации помогут вам справиться с этой задачей.
Гибка металла своими руками
Работа с заготовками осуществляется без применения сварки, благодаря чему можно получить конструкцию повышенной прочности. Как правило, для работы не требуется разогревать лист и особых усилий также прилагать не нужно. Исключение — особо твёрдые металлы (вроде углеродистых сталей).
Гибка листового металла может быть радиусной, многоугловой, одноугловой и п-образной. Нередко, при производстве различных деталей сгибание сочетают с пробивкой и резкой. Для непрофессиональной работы можно использовать мягкие металлы и сплавы. Гибка возможна с помощью плоскогубцев, киянки.
Как согнуть металлический лист ровно своими руками
Для работы нужно такое оборудование:
- тиски;
- оправа;
- брусок;
- молоток.
В тиски устанавливается наша заготовка. Зажмите её по линии сгиба и начните работать молотком. Как только будущая скобка согнётся, её следует развернуть в тисках, снова зажать и начать моделировать другую сторону.
Для измерения правильность угла используют треугольник и молотком исправляются неточности. Готовую конструкцию можно подпилить до нужного размера.
Как гнуть листовой металл на станке
Самый простой и эффективный способ получить изделие необходимой формы — использовать листогиб. Казалось бы, без профессионального оборудования не обойтись. Однако, опытные мастера могут самостоятельно собрать домашний простой станок, который позволит согнуть необходимые детали.
Для этого вам, конечно, нужен аппарат для сварки и прочная поверхность, на которую закрепят всю конструкцию. Основа станка будет изготовлена из двутавровой балки (к ней необходимо прикрепить уголок, который будут использовать для удерживания заготовки при работе). Под него, с помощью сварки, устанавливаются 3 дверные петли.
Одну из их сторон приварите к уголку. С двух боков к станку приваривают ручки, чтобы его можно было легко поворачивать в процессе. Перед установкой заготовки уголок необходимо приподнять. Использовать подобные конструкции можно только при работе с тонкими листами.
Как правильно гнуть листовой металл в домашних условиях с помощью молотка
Для обработки листов до 1,2 мм в толщину можно взять киянку и плоскогубцы. Для обработки также следует взять деревянную ровную заготовку. Первоначально начертите прямую, по которую будете осуществлять сгиб (должна быть абсолютно ровной).
Заготовку следует зажать (используя плоскогубцы) и медленно подгибать край вверх, двигаясь по всей длине. Как только вам удастся сформировать угол в 90 градусов, применяя киянку, выровняйте заготовку до конца.
Как можно согнуть металл в домашних условиях без станка
Мастера разработали множество методов, которые позволяют согнуть листовой металл своими руками. Один из таких способов позволяет легко согнуть металлический лист в трубу без использования особенной аппаратуры. Для осуществления задуманного понадобится только болванка, которая подходит по диаметру (берём обычную трубу).
Положите металлическую заготовку на пол и отрежьте от неё необходимый кусок. Обязательно добавьте 30 мм на шов. Подобный метод позволит быстро и просто изготовить трубы до 1 метра в длину. К заготовке с обоих боков перпендикулярно приваривается по 2 трубки.
Для использования такого «станка» необходимо три мастера. Болванка устанавливается на краю используемого листа. Один мастер становится сверху, а двое помощников начинают «наматывать» лист на заготовку поворачивая её на 90 градусов. Всю длину листа подобным образом сворачивают, а край подбивают киянкой. Для закрепления шва используется сварка.
Как согнуть листовой металл в домашних условиях: загнуть лист
Как согнуть лист
Виды оборудования
Для современного процесса по сгибанию металла имеется немало вариантов новейших аппаратов. На производстве обычно применяются прессы, которые можно разделить на следующие виды:
- Ротационные, гнущие металл с помощью перемещения между специальными валиками. Подходят для изготовления крупногабаритных изделий небольшими сериями.
- Поворотные прессы сгибают пластины с помощью гибочных балок и двух плит. Стационарная плита располагается внизу, а наверху находится поворотная плита. Оптимальный вариант для обработки изделий из листового металла с простым рельефом и маленькими габаритами.
- Стандартные прессы пневматические или гидравлические применяются для массовых или мелкосерийных изделий из нержавейки или другого металла. Сгибка производится между пуансоном и матрицей. За счет этого можно обрабатывать даже утолщенные изделия. При этом следует отметить, что гидравлические прессы применяются чаще, чем на пневматике, за счет более простой эксплуатации и стоимости.
Из всех вышеописанных видов оборудования наиболее современным является ротационное. Оно действует в автоматическом режиме, и рабочему не нужно заранее рассчитывать оптимальное значение усилия.
Автоматизированными считаются и поворотные прессы. Здесь отправляется один лист в устройство, который необходимо расположить его как необходимо по заданию. Чаще всего применяется на небольших предприятиях, где работают с металлическими деталями.
Самостоятельное изготовление станка
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
- Делается основа из металла, подойдет двутавровый профиль.
- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его. Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.
Источник: https://tokar.guru/metally/gibka-i-gnute-listovogo-metalla.html
Технология загиба листового металла на примере
Процесс рассмотрим на примере изготовления крышки для коптильни. Толщина листа в нашем случае 2 мм.
Сделайте разметку на листе. На каждый изгиб предусмотрено 35 мм, для загиба рекомендуется вычесть из этого размера по 4 мм. Соответственно, на листе надо нарисовать прямоугольник 508×308 мм, изгибы получатся длиной по 31 мм. Под линейку проведите линии.
Чтобы лист можно было легко согнуть, необходимо прорезать небольшие канавки. Наденьте защитные очки или маску и болгаркой ровно пройдитесь по линиям, глубина резания примерно один миллиметр, но не более. Толщина диска 1 мм.
Поменяйте диск на 2,5 мм и еще раз пройдитесь по линиям. Пользоваться двумя дисками надо по двум причинам.
- Тонким диском намного легче работать, он дает ровный срез, проще контролировать глубину.
- Широкий диск увеличивает пропил, что позволяет загибать металл без упора о кромки.
Прорежьте одну сторону угла, полностью они срезаются после изгиба.
Приступайте к гибке листа. Точно по линии пропиливания положите его на профиль, согните вначале одну сторону, затем противоположную.
Обстукивайте постепенно по всей длине, гните медленно, не пытайтесь сделать сразу большой угол.
Повторите операции с оставшимися краями листа. Если линия получилась не идеальной, то поставьте деталь на ребро и подровняйте проблемные места.
Проверьте изделие. Все в норме – отрежьте болгаркой оставшиеся хвостики.
Проварите места срезов на углах. Болгаркой уберите окалину, потеки металла и острые края, придайте товарный вид.
Ровным изгиб получается за счет предварительного прорезания, по этим линиям металл гнется намного быстрее, а толстые края не деформируются. Таким методом можно гнуть толстые листы под различные изделия.
Источник: https://SdelaySam-SvoimiRukami.ru/5473-kak-rovno-sognut-stalnoj-list-bez-listogiba.html
Как выбирать, резать и сгибать листовой металл
Слева направо: оцинкованная сталь, латунь, сталь, медь, алюминий
Думаете о создании корпуса для вашего последнего проекта? Или, может быть, вы работаете над гигантским роботом, чтобы терроризировать окрестности? Скорее всего, листовой металл сыграет свою роль. Листовой металл бывает самых разных видов и размеров. Вот несколько советов и хитростей, которые помогут вам придать этой блестящей простыне желаемую форму.
Толщина
Одно из самых важных решений при работе с листовым металлом — это решить, какая толщина вам понадобится.Как и в случае с проволокой, толщина листового металла измеряется в калибрах, причем большее число указывает на более тонкий лист. Чтобы измерить толщину, вы можете использовать толщину листового металла, которая покажет вам толщину как в количестве, так и в тысячных долях дюйма. Однако одно важное замечание заключается в том, что листы черных и цветных металлов одного калибра имеют разную толщину, поэтому вам понадобится один калибр для черных металлов, а другой — для цветных.
СОВЕТ: Для небольших кусков металла вы можете имитировать незавершенный процесс, зажимая металл между деревянными брусками в тисках, а затем забивая их молотком.
Гибка
Гибка листового металла может быть сложной задачей, но с подходящим инструментом это легко. Те, кто работает с ним регулярно, вероятно, имеют в своей мастерской гибочный пресс для листового металла, но этот инструмент может быть немного дорогим для любителя. К счастью, есть несколько удобных для кошельков вариантов, которые могут помочь вам выполнить работу.
Используя край вашего верстака, кусок дерева, два зажима и молоток, вы можете сделать элементарный гибочный пресс. Отметьте линию изгиба и положите металлический лист на край скамейки.Затем поместите древесину параллельно и немного позади линии сгиба. Закрепите деревянную поверхность поверх металла на верстаке. Наконец, вручную согните лист вверх под желаемым углом. Если вам нужен резкий изгиб на 90 °, постучите по складке молотком.
Раскрой
Листовой металл режут множеством различных инструментов, и у каждого из них есть свои сильные и слабые стороны. Вот некоторые из наиболее распространенных инструментов, но они представляют собой лишь небольшое количество вариантов.
ножницы
Эти ножничные инструменты, обычно известные как «авиационные ножницы» или «консервные ножи», отлично подходят для резки мягких листовых металлов, таких как олово, алюминий, латунь и тонкостенная сталь (калибр 24 или более тонкая).В зависимости от формы разреза вы будете использовать левые, правые или прямые ножницы, обычно обозначенные цветом ручки: красный для левого, зеленый для правого и желтый для прямого. Убедитесь, что металл полностью вставлен в горловину ножниц для оптимальной резки.
Ножовка по металлу
Ножовкой можно резать листовой металл, но ее форма ограничивает радиус поворота и глубину пропила. Чтобы продлить срок службы лезвия, протрите воск по длине лезвия. Чтобы разрез был более чистым, приклейте полоску малярной ленты сверху и снизу листа, чтобы сколы не поцарапали материал.
Нубблер
Высечные ножницы — это инструмент, который предлагает большой контроль над резом, но за счет ширины реза. Каждый разрез вырезает крошечный кусок листового металла, и процесс повторяется. Показанный здесь высечные ножницы являются ручными, хотя также широко распространены версии с приводом от дрели, электрические и пневматические.
Лобзик
Качественный лобзик и правильное лезвие для резки металла позволят быстро справиться с резкой листового металла. Если вам нужен прямой пропил, прижмите к листу линейку, чтобы она служила направляющей для подножки лобзика.
Ленточная пила
С соответствующим полотном резать листовой металл на ленточной пиле довольно просто. Для резки металла требуется меньшая скорость полотна, чем для резки дерева, но многие ленточные пилы имеют многоступенчатые шкивы для изменения скорости полотна.
Резка алюминия с помощью настольной пилы
Это может показаться безумным, но вы можете разрезать листы алюминия на настольной пиле. Обязательно используйте лезвие с твердосплавным наконечником с 60 зубьями (или более) и нанесите воск на лезвие, чтобы обеспечить хорошее смазывание среза.Действуйте медленно, будьте предельно осторожны и надевайте средства защиты органов слуха!
Удаление заусенцев
После резки металла часто остается острая кромка. Обязательно удалите! Вы можете купить необычный инструмент для удаления заусенцев, если часто работаете с листовым металлом, но быстрый осмотр файла не менее эффективен. Ваши пальцы будут вам благодарны!
Гибка листового металла | Минифабер
Minifaber может похвастаться своим пятидесятилетним опытом в области гибки металла : процесс холодной обработки металла, который осуществляется с помощью станка, называемого гибочным станком.Форма гибочного станка оказывает давление на плоскую пластину для получения различных форм.
Наряду с резкой и формованием гибка листового металла используется на металлических поверхностях для получения полуфабрикатов и может выполняться на поверхностях разных типов: наша специализация — гибка алюминия, нержавеющей стали, железа и меди .
Качество гибки алюминиевого листового металла
Каждый металл по-разному реагирует на операцию гибки металлического листа , поэтому каждый из них требует осторожной обработки в соответствии с его механическими и физическими свойствами, чтобы избежать растрескивания.
Чтобы иметь возможность предоставлять качественные услуги по гибке листового металла, мы полагаемся на 7 высокотехнологичных гибочных станков и хорошо подготовленный технический персонал , который превратит вашу идею в осуществимый проект и, в конечном итоге, в реальный готовый продукт или полуфабрикат.
Гибка алюминия
Гибка алюминиевого листа является одним из простейших процессов благодаря хорошо известным свойствам, характеризующим алюминий: мягкость, пластичность и легкость позволяют изгибать его без риска поломки или образования трещин. Узнайте больше о процессе гибки алюминия и о том, как мы это делаем, здесь, в Minifaber.
Гибочная сталь
Наиболее характерным свойством стали является ее твердость: поэтому при гибке стали важно соблюдать точные меры, позволяющие всегда получать оптимальный результат. Узнайте больше о том, как мы сгибаем листы из стали и нержавеющей стали .
Гибочный станок
Это второй по популярности металл после алюминия: поэтому легко понять, насколько широк диапазон его применения.Чтобы удовлетворить все эти потребности, мы выполняем процессы гибки чугуна.
Гибка нержавеющей стали
Нержавеющая сталь особенно востребована в таких секторах, как пищевая, фармацевтическая и косметическая, из-за ее высокой коррозионной стойкости: таким образом можно поддерживать высокий уровень гигиены.
Медь гибка
Высокая электрическая и теплопроводность меди делает ее одним из наиболее востребованных металлов для применения, например, в строительном секторе.Для этих конкретных требований в микрофабре изгиб меди соединяется с изгибом других металлов.
Узнайте больше об услугах по гибке меди , которые мы предоставляем здесь, в Minifaber.
Какие существуют виды гибки листового металла?
Гибка требует приложения силы к листу, который изгибается под углом и принимает желаемую форму. Но это только общий процесс: если мы рассмотрим подробнее, то найдем:
- Гибка листового металла с помощью V-образной матрицы или Гибка на воздухе — наиболее распространенный вариант, когда необходимо достичь угла до 90 °
- П-образный изгиб , в котором используются цилиндрические формы
- поворотная гибка , когда станок для гибки металла изгибает плоскую металлическую поверхность благодаря использованию поворотной матрицы (цилиндра)
Если вы хотите узнать больше об этом процессе и наших услугах, прочтите также: Искусство гибки листового металла .
Станки Minifaber для гибки листового металла
Гибка листового металла осуществляется на станках с ЧПУ , которые могут изгибать либо большое количество, либо отдельную деталь с такой же и предельной точностью .
В зависимости от ваших потребностей, это технологическое оборудование может выполнять различные виды гибки, такие как стандартные , U-образные гибки или поворотные гибки . Minifaber может выбрать из 7 гибочных станков от 30 до 180 тонн в зависимости от продукта, который нужно получить.
Вас интересует гибка листового металла? Прочтите наши сообщения, чтобы узнать больше:
Прецизионная гибка листового металла и V-образная канавка
V-образная канавка позволяет вырезать канавку, уменьшающую толщину металла на линии сгиба и позволяющую получить очень маленький внешний радиус сгиба.
Вопрос: Я работаю в мастерских много лет, но до недавнего времени я никогда не слышал о нарезании канавок для изготовления деталей из листового металла.Все, что я прочитал по этой теме, а это немного, говорит о преимуществах обработки V-образных канавок, но не столько о том, что происходит после того, как эти канавки оказываются в плоской части. Вам все еще нужен листогибочный пресс или деталь изготавливается вручную? Как создается внутренний радиус в этом типе изгиба и как рассчитываются допуск на изгиб и вычет изгиба? Когда, как и где я буду использовать V-образные канавки и для каких деталей это будет полезно?
Ответ: Впервые я столкнулся с концепцией обработки канавок еще в 1960-х годах, но это еще одна история, которую лучше не рассказывать.Перенесемся на 40 лет вперед, и обработка канавок теперь имеет совершенно другую интерпретацию, по крайней мере, когда речь идет о производстве деталей из листового металла и листов.
Обработка канавок под малые
Впервые я столкнулся с обработкой канавок по металлу около 10 лет назад, когда производил очень мелкие детали в своем магазине. Материалы были тоньше 0,012 дюйма с допуском на размер ± 0,0015 дюйма и угловым допуском ± 0,5 градуса. Для этих толщин и материалов фототравление было лучшим вариантом для изготовления плоскости.Фототравление сделало больше, чем просто вырезало периметр детали. Это также дало мне возможность использовать линии полуотравления для определения линий изгиба.
В процессе фототравления ламинат прикрепляется к обеим сторонам листа. В ламинате есть вырезы там, где ламинат отсутствует, обнажая металл под ним. Распыленная кислота разъедает обнаженный металл, образуя края элементов и внешний край детали. Для линий полутравления изгиба только один разрезанный ламинат помещается с одной стороны заготовки — на поверхность материала, которая будет внутренней частью радиуса изгиба, съедая только половину толщины материала, устанавливая местоположение и направление изгиба.
Для данного заказа на работу я получил столько деталей, сколько поместится на 12 на 18 дюймов. простынь. Концепция и процесс хорошо работали в этом небольшом масштабе. Эти части были позолочены после формовки, что не оставляло никаких признаков того, что линия полутравления была даже там. Обратите внимание, что процесс фототравления работает не со всеми типами материалов.
Обработка канавок в большом масштабе
За пределами мира фототравления мы определяем V-образную канавку для гибки как метод определения линии изгиба и угла изгиба с использованием канавок, вырезанных вдоль линии изгиба.Это также известно как складывание надреза, надрезание и обратное надрезание. Процесс обработки канавок, выполняемый на отдельной машине для резки, дает V-образный вырез, расположенный на линии изгиба. После нарезания канавок гибку можно выполнить на листогибочном прессе или даже вручную. На листогибочном прессе оператор может сгибать рифленый металл под разными углами и формами, используя стандартные или нестандартные инструменты.
V-образные канавки лучше всего подходят для материалов толщиной от 0,031 до 0,236 дюйма (но не ограничиваются ими). Они работают с черными и цветными металлами и другими материалами, включая пластмассы, алюминий, композитные пластины, латунь, бронзу, медь, золото, серебро, цинк, цветная нержавеющая сталь с PVD-покрытием, нержавеющая сталь различных марок и низкоуглеродистая сталь.
Почему V-образная канавка?
Некоторые детали имеют характеристики, которых невозможно добиться при использовании традиционных методов гибки листогибочным прессом. При воздушной формовке листового металла на листогибочном прессе пуансон проталкивает материал в пространство матрицы. Во время формования лист переходит из упругого состояния в пластичное, при этом лист остается изогнутым. Угол изгиба устанавливается как функция глубины проникновения в пространство матрицы, при этом внутренний радиус изгиба почти равен толщине материала в зависимости от ширины матрицы.
Поведение нейтральной оси является центральным при гибке листового металла. В плоском состоянии нейтральная ось находится посередине толщины материала. Во время изгиба сжимающие напряжения возникают внутри изгиба по направлению к внутреннему радиусу изгиба, а расширение происходит по направлению к внешнему радиусу. Эти напряжения смещают нейтральную ось к внутренней поверхности изгиба.
Это смещение нейтральной оси приводит к удлинению, которое мы видим, когда изгибается листовой металл или пластина.Помните, что квартира всегда меньше суммы внешних размеров готовой детали.
V-образная канавка может помочь уменьшить масляное консервирование, распространенный дефект архитектурных панелей.
Недостатки традиционного изгиба
Боковое растягивающее напряжение на внешнем радиусе изгиба часто приводит к обесцвечиванию, заметному на внешней стороне изгиба, что неприемлемо для архитектурного применения. Выполнение V-образных канавок на листе или пластине уменьшает толщину на линии изгиба, что, в свою очередь, уменьшает удлинение и последующую деформацию, вызванную поперечной растягивающей силой во время изгиба.
Когда длинные узкие фланцы изгибаются на листогибочном прессе, деформация возникает из-за приложенных сжимающих усилий по ширине изгиба. Эта деформация заставляет материал удлиняться в продольном направлении (параллельно линии сгиба), изгибая край сгиба на обоих концах.
В то же время внешний радиус изгиба под действием растягивающего напряжения вызывает небольшое удлинение детали в направлении ширины (перпендикулярно линии изгиба). Это приводит к некоторому «втягиванию» внешнего радиуса изгиба, создавая состояние центральной вогнутости.Чем больше деформация, тем более выраженным становится состояние центральной вогнутости на внешнем радиусе. Для большинства деталей эта вогнутая область не имеет значения, но в архитектурном приложении это большая проблема, поскольку она меняет внешний вид готовой детали.
Поскольку V-образная канавка уменьшает толщину материала на линии сгиба, вы увидите меньше этой вогнутости, которая приводит к ошибкам прямолинейности; часто внешний радиус становится настолько маленьким, что вогнутость просто не проблема.
При традиционной гибке на воздухе вы получите наилучшие результаты, если максимально приблизитесь к взаимно однозначному соотношению между внутренним радиусом изгиба и толщиной материала — идеальный изгиб.Однако, в зависимости от типа и состояния материала, вам может потребоваться изгиб с нулевым радиусом. И еще нужно, чтобы на готовом изделии оставалась гладкая внешняя поверхность.
Иногда для детали может потребоваться радиус, который можно получить с помощью традиционной воздушной формы, и опытный оператор, безусловно, может произвести такие изгибы. Но существует очень много вариантов толщины и растяжения в пределах зоны допуска для листов определенной толщины. Получить согласованные детали с течением времени непросто, а несоответствие материалов на листогибочном прессе может привести к отклонениям в угле изгиба, внутреннем радиусе и размерах.
Отсюда преимущество утонения материала на линии изгиба с помощью V-образной канавки и последующего уменьшения радиуса изгиба. Утончение материала на линии изгиба действительно ослабляет изгиб, но если результирующая (более низкая) прочность на изгиб соответствует рабочим требованиям, тогда это должно быть жизнеспособным методом для получения четких, чистых и постоянных размеров и углов изгиба. Обработка V-образных канавок также улучшит точность надрезов и улучшит внешний вид готовой детали.
Архитектурные преимущества
Этот метод хорошо подходит для архитектурных конструкций.Он может упростить изготовление декоративных поверхностей для таких проектов, как вестибюли банков, отели, аэропорты, рестораны, торговые центры и даже кухонное оборудование, где отделка и внешний вид являются основными целями. Производители деталей из листового металла для декоративных архитектурных панелей, стеновых систем и других эстетических компонентов часто используют V-образные канавки для получения острых углов в панелях, которые после соединения и установки создают вид цельного элемента.
В результате процесса получается очень маленький радиус изгиба, отвечающий требованиям для конкретных работ.На небольшом радиусе изгиба также не будет чрезмерных следов штампа, которые могут возникнуть при традиционной операции чеканки или забивки.
В больших или толстых панелях V-образная канавка имеет тенденцию уменьшать образование масляных банок (волнистость) на поверхности металла, в отличие от традиционных методов формования, которые вводят или усиливают масляное консервирование и подобные условия, такие как образование складок и коробление.
В стандартной воздушной форме процесс гибки вызывает эффект вогнутости по внешнему радиусу.По большей части это не проблема, но для некоторых архитектурных приложений это может быть проблемой.
Обычно, если вы сделаете слишком маленький внутренний радиус для операции формовки, вы получите трещины на внешней поверхности изгиба. Но обработка V-образных канавок позволяет производителю архитектурной детали соответствовать критическим требованиям малого внутреннего радиуса при изготовлении деталей без следов изгиба, характерных для традиционной формовки. Точность размеров безупречна, внешний вид готовой детали превосходен, а точность угла изгиба превосходна.
Гибка с V-образной канавкой также снижает отклонения от прямолинейности закругленной кромки на длинных и узких деталях. Самое приятное то, что на листогибочном прессе можно изготавливать даже сложные формы с использованием стандартных острых инструментов.
Обманывать профессионала
Опять же, обработка V-образных канавок значительно снижает толщину материала на линии сгиба. Типичное применение может включать в себя предварительно окрашенный алюминий, который необходимо сформировать в мастерской без образования трещин (мелких трещин) на внешней стороне изгиба.Обычная гибка на воздухе с помощью листогибочного пресса дает относительно большой внешний радиус — опять же, потому что материал за пределами нейтральной оси расширяется. Однако поверхностная краска плохо растягивается, отсюда и образование трещин на внешней стороне изгиба. Обработка V-образных канавок может уменьшить толщину материала на линии изгиба вдвое, с 0,080 до 0,040 дюйма, что позволяет получить чистый и малый радиус изгиба.
Тем не менее, утонение материала уменьшает расстояние от внешнего радиуса изгиба до нейтральной оси, что в лучшем случае делает процесс сложным.Изгиб, естественно, должен происходить в центре V-образной канавки, поэтому, если вы хотите внести незначительные изменения в ваши задние упоры для местоположения изгиба, V-образная канавка не всегда взаимодействует. Кроме того, регулировка угла изгиба работает не так хорошо, как вы думаете, особенно если толщина вашего материала меняется.
Сам процесс обработки канавок также может быть проблемой. Потребуется время, чтобы достичь необходимой глубины понимания, чтобы применить все возможности, которые предоставляет V-образная канавка. И хотя обработанная канавка выглядит красиво, во многих случаях это может быть очень медленным и дорогостоящим дополнением к процессу гибки.
С учетом всего вышесказанного, когда изгиб с рифлением завершен, внешний радиус изгиба становится заметно более плотным и чистым, что легко может заставить профессионала поверить в то, что вы работаете с более легким материалом.
Конечно, чтобы обмануть профессионала, нужно знать, что ты делаешь. Процесс создания канавок и гибки требует множества деталей. Какой станок и режущий инструмент вы используете для выполнения канавки? Под каким углом должна быть эта канавка? Какие соображения по поводу упругого возврата? И как эта V-образная канавка влияет на ваши расчеты изгиба? Следите за обновлениями.Обо всем этом и многом другом мы поговорим в следующем месяце.
Как сделать простой металлический тормоз для гибки металла
Учебное пособие о том, как сделать простой металлический тормоз для сгибания кронштейнов для полок в домашних условиях.
Хотите сэкономить на кронштейнах для полок? Или, может быть, вы похожи на меня и хотите использовать кронштейн для полки, который нельзя купить. В любом случае у меня есть решение, чтобы сэкономить ваши деньги и создать идеальный кронштейн для полки для вашего пространства. Решением является металлический тормоз, и в этом уроке я расскажу, как сделать простой металлический тормоз, который можно использовать дома.
Есть много способов сделать металлический тормоз. Два учебных пособия, которые я использовал для создания своего металлического тормоза, — это «Простой тормоз для листового металла: руководство без сварки» и «Как сделать металлический тормоз» от I Like to Make Stuff. Но поскольку у меня нет модных пил для резки металла, и я новичок, я сделал свой металлический тормоз еще проще, где единственные разрезы по металлу — прямые, а не под углом.
Я бы порекомендовал сделать этот металлический тормоз, если вы только начинаете ( для начинающих, ) и не хотите гнуть тонны металла.Просто несколько скобок здесь и там для всего дома. Если вы хотите что-то, что будет использоваться постоянно, сделайте тормоз, как в двух руководствах, указанных выше.
Кроме того, этот металлический тормоз сгибает металл только толщиной до 1/8 дюйма.
КАКАЯ СТОИМОСТЬ?
Я хотел бы поговорить о стоимости создания этого инструмента для гибки металла. Во-первых, я предполагаю, что вы новичок, имея только дрель и пилу по дереву, ни один из инструментов не должен работать с металлом.
Ваша общая стоимость составит около 55 долларов, включая все основные необходимые инструменты ( ручная пила, ).
Стоимость только материала составляет около 25 долларов.
Итак, примерно за 55 долларов вы можете гнуть металл дома, а также иметь инструменты, необходимые для работы с металлом. Теперь позвольте мне рассказать, как сделать металлический тормоз.
КАК СДЕЛАТЬ ПРОСТОЙ МЕТАЛЛИЧЕСКИЙ ТОРМОЗ
Раскрытие информации: этот пост содержит несколько партнерских ссылок для вашего удобства, Щелкните здесь, чтобы прочитать мою политику полного раскрытия информации .
Прежде чем я начну свое руководство, я бы порекомендовал посмотреть два видео по ссылкам, которые я предоставил выше ( учебные пособия, которые я использовал, чтобы основать свой тормоз ). Эти видео помогут вам понять, о чем я говорю.Извините, я забыл создать собственное видео.
Кроме того, мои изображения могут немного отличаться от того, что я объясняю. Я бы порекомендовал сделать что-нибудь другое, отличное от металлического тормоза, который я сделал, поэтому, если я сделаю еще один тормоз, я сделаю это так.
ШАГ 1: РЕЗКА МЕТАЛЛА И ДЕРЕВА
СОВЕТ: Используйте зажимы, чтобы удерживать металл на месте во время резки.
Отрежьте металлический стержень 1-1 / 2 ″ до следующих размеров: 12,5 ″, 12,5 ″ и 11 ″, используя ножовку.
БОКОВОЕ ПРИМЕЧАНИЕ: Вы сделаете только два разреза, чтобы получить три измерения.
СОВЕТ: после отрезания одной детали обязательно используйте металлический напильник, чтобы края металла не были острыми.
Затем снова отрежьте стальной круглый стержень 3/8 ″ до следующих размеров: 8 ″ и 8 ″, используя ножовку. Также подпилите концы, чтобы удалить острые края.
БОКОВОЕ ПРИМЕЧАНИЕ: Ножовка по металлу — это медленный способ резать металл, но она даст вам чистый срез.
Теперь отрежьте доску 2 ″ x4 ″ до следующих размеров: 23,5 ″ и 19,5 ″, используя торцовочную пилу. Это разные размеры, поэтому вы можете зажать более длинную доску.
БОКОВОЕ ПРИМЕЧАНИЕ: Вы можете заказать доску в строительном магазине.
ШАГ 2: УСТАНОВКА ПЕТЛИ
Поместите две части доски 2 × 4 на плоскую поверхность и скрепите две доски вместе так, чтобы между обоими концами оставалось расстояние 2 дюйма. См., Например, изображение ниже.
Затем возьмите дверные петли и поместите их на доски. Середина петель будет там, где две доски сходятся вместе, а петли будут на расстоянии 1/4 дюйма от края меньшей доски.
После того, как петли отцентрованы, отметьте карандашом отверстия для винтов. Затем предварительно просверлите отмеченные участки сверлом 1/8 ″. Затем прикрепите петли прилагаемыми винтами.
ШАГ 3: ПРИКРЕПЛЕНИЕ ПЛОСКИХ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ
СОВЕТ: Поместите лом 2 × 4 под доски, чтобы поднять тормоз, чтобы зажимы могли прижать металл к тормозу.
Теперь вы собираетесь прикрепить две плоские металлические детали диаметром 12,5 дюймов к доскам. Они будут размещены между петлями с зазором 1/4 дюйма от обеих петель. Металл будет прикреплен к краю каждой доски. Прижмите металл к доскам.
Закрепив металл на месте, возьмите сверло 11/64 ″ и просверлите отверстия на конце каждой металлической детали.
БОКОВОЕ ПРИМЕЧАНИЕ. Можно обойтись двумя винтами на металлическую деталь (по одному с каждой стороны), но лучше четыре (по два с каждой стороны).
СОВЕТ: Используйте пылесос во время сверления, чтобы облегчить очистку.
Затем прикрепите металл к доскам с помощью шурупов диаметром 1 дюйм.
СОВЕТ: Просверлите одно отверстие, закрепите винтом и переходите к следующему.
ШАГ 4: РАЗМЕЩЕНИЕ ВЕРХНЕЙ ПЛИТЫ
Эта металлическая деталь — ваша последняя плоская металлическая деталь ( 11 ″ ), которая будет установлена поверх одного из ранее установленных металлических предметов. Он будет помещен на металлическую деталь, которая прикреплена к более длинной доске.
Но прежде чем его можно будет разместить, вам нужно просверлить отверстия 5/16 ″ в концах. Зажмите металл на обрезной доске, затем проделайте два отверстия рядом с каждым концом ( примерно на 1/2 дюйма от концов ), используя сверло по металлу 5/16 дюйма.
СОВЕТ: Используйте промышленный пылесос, чтобы удерживать металлическую стружку.
Когда отверстия будут сделаны, верните деталь обратно в тормоз. Что касается моего металлического тормоза, я буду гнуть металл на 1/8 дюйма, поэтому мне понадобится зазор 1/8 дюйма между уже закрепленными металлическими частями.
Чтобы получить этот зазор, вы можете использовать кусок металла 1/8 дюйма ( это то, что я видел на изображении ниже, например, ), или вы можете измерить и отметить 1/8 дюйма от внутреннего края (, где доски собираются вместе ). Помните, что эта металлическая деталь помещается на более длинную доску.
СОВЕТ: При измерении и разметке отметьте как минимум три точки ( концов и середины).
Зажмите металлическую деталь размером 11 дюймов так, чтобы она находилась между винтами на более длинной плате и на расстоянии 1/8 дюйма от края нижнего металла.
После того, как металлическая деталь зажата и не двигается, просверлите отверстие 5/16 ″, используя сверло по металлу 5/16 ″, через уже просверленное отверстие 5/16 ″ через нижнюю металлическую деталь и деревянную доску. Выполните этот шаг и для другого предыдущего отверстия 5/16 ″.
Просверлив оба отверстия, освободите металлический зажим и переверните тормоз так, чтобы деревянное основание было обращено вверх.
Возьмите лопаточную коронку 3/4 ″ и просверлите только что просверленные отверстия 5/16 ″ глубиной примерно 1/2 ″. Это сделано так, чтобы болт с квадратным подголовком был вставлен, и доски могли стоять заподлицо на поверхности.
После вставьте болты с квадратным подголовком в отверстия и переверните тормоз.
Затем вставьте металлическую деталь диаметром 11 дюймов в болты, добавьте шайбу и затяните барашковую гайку на место. Эта установка предназначена для больших металлических деталей ( листовой металл ).
Вам нужно просверлить еще два отверстия 5/16 ″, которые расположены ближе к середине. Вам понадобится от 3 до 3-1 / 2 дюйма между этими новыми отверстиями. Они будут использоваться с меньшими металлическими частями 2 дюйма и меньше.
Поскольку ваши две металлические детали уже затянуты вместе, вам просто нужно снова просверлить два отверстия 5/6 ″, используя сверло 5/16 ″ ( просверливание через две металлические детали и деревянную доску ).Затем используйте лопаточную коронку 3/4 дюйма для под доской. Теперь у вас будет несколько вариантов того, какой размер металла сгибать, просто переместите болты с квадратным подголовком.
ШАГ 5: ДОБАВЛЕНИЕ РУЧЕК
8-дюймовые стальные круглые стержни — это ваши ручки для тормоза. В этом дизайне они будут съемными. Все, что вам нужно сделать, это просверлить отверстия 3/8 ″ на 2 ″ стороне меньшей деревянной доски.
Вы хотите, чтобы эти ручки были примерно на расстоянии от ваших металлических деталей ( не более ширины плеч ) и примерно на 1-1 / 2 дюйма глубиной.Используйте сверло по дереву 3/8 дюйма, чтобы просверлить два отверстия глубиной 1-1 / 2 дюйма.
Затем вставьте стержни в отверстия.
Ваш металлический тормоз готов!
БОКОВОЕ ПРИМЕЧАНИЕ: Если хотите, можете покрасить!
ЧТО Я БЫЛ СДЕЛАТЬ ПО-ДРУГОМУ
Вот список вещей, которые я бы порекомендовал сделать, если бы я создал новый металлический тормоз. Эти изменения представлены в пошаговом руководстве выше . Я просто хотел поделиться своими изменениями.
- Я бы использовал плоский металл 3/16 ″, я использовал 1/8 ″ в моем тормозе, и верхняя пластина слегка прогнулась после многократного использования.
- Отрежьте полосу размером 1-1 / 2 ″ два раза вместо трех. На резку ножовкой уходит некоторое время, поэтому меньшее количество резов было бы фантастическим!
- Только два винта на металлическую деталь ( шаг 3 ).
И на этом все.
Я надеюсь, что это руководство поможет вам сделать простой металлический тормоз, которым вы сможете гнуть металл в домашних условиях!
Гибка листового металла
Гибка листового металла — распространенный и жизненно важный процесс в обрабатывающей промышленности. Гибка листового металла — пластическая деформация изделия по оси,
создание изменения в
геометрия детали. Подобно другим процессам обработки металла, гибка изменяет форму.
заготовки, при этом объем материала останется прежним. В некоторых случаях
изгиб может привести к небольшому изменению толщины листа. Для большинства операций
однако изгиб практически не приведет к изменению толщины
листового металла. Помимо создания желаемой геометрической формы, изгиб
также используется для придания прочности и жесткости листовому металлу, чтобы изменить момент детали.
инерции, для косметического вида и устранения острых краев.
| Рисунок: 264 |
Изгиб металла вызывает как растяжение, так и сжатие внутри материала. Механический
принципы металлов, особенно в отношении упругой и пластической деформации, являются
важны для понимания гибки листового металла и обсуждаются в основах
участок формовки металла. Эффект, который свойства материала будут иметь в ответ на
Условия производства будут определяющим фактором при проектировании процесса обработки листового металла.Обычно гибка листового металла выполняется в холодном состоянии, но иногда работа может быть
с подогревом до теплой или горячей рабочей температуры.
Большинство операций по гибке листового металла включает настройку штамповочного штампа, хотя и не всегда.
Существует множество различных геометрических форм, настроек и приспособлений для штамповки. Инструмент может быть
в зависимости от процесса гибки и желаемого угла гибки. Гибочные материалы штампа
обычно из серого чугуна или углеродистой стали, но в зависимости от обрабатываемой детали
Диапазон материалов пуансона варьируется от древесины твердых пород до карбидов.Сила для
штамповка и штамповка обычно обеспечивается прессом. Заготовка может
пройти несколько процессов гибки металла. Иногда потребуется серия разных
операции штамповки и штамповки для создания единого изгиба. Или много прогрессивных изгибов
операции по формированию определенной геометрии.
Листовой металл относится к заготовке при гибке.
обсуждаются в этом разделе. Однако многие из описанных процессов также могут быть
наносится и на металлический лист.Ссылки на детали из листового металла часто могут
включить пластину. Некоторые операции гибки специально разработаны для гибки
металлических деталей различной формы, например ручек шкафов. Гибка труб и стержней
также широко применяется в современном производстве.
Процессы гибки
Процессы гибки различаются методами пластической деформации
лист или тарелка. Материал, размер и толщина заготовки являются важными факторами.
при выборе способа гибки металла.Также важен размер
изгиб, радиус изгиба, угол изгиба, кривизна изгиба и расположение изгиба в
заготовка. При проектировании процесса обработки листового металла следует выбирать наиболее эффективный тип
процесс гибки, основанный на характере желаемой гибки и обрабатываемом материале.
Многие изгибы можно эффективно сформировать с помощью множества различных процессов и
доступное оборудование часто определяет метод гибки.
Одним из наиболее распространенных способов изготовления листового металла является V-образная гибка.Пуансон V-образной формы направляет работу в V-образную матрицу и, следовательно,
сгибает его. Этот вид отростка может загибать как очень острые, так и очень тупые углы,
также все, что находится между ними, включая 90 градусов.
| Рисунок: 265 |
Гибка кромок — еще один очень распространенный процесс листового металла, выполняемый с помощью
вытирая умирают. Гибка кромок дает хорошее механическое преимущество при формовании
сгибать. Однако углы более 90 градусов потребуют более сложных
оборудование, способное к передаче некоторой горизонтальной силы.Кроме того, вытирая умирают
используемые при гибке кромок должны иметь прижимную подушку. Действие
прижимной подушкой можно управлять отдельно, чем у пуансона. В основном давление
Подушечка удерживает часть заготовки на штампе, площадь изгиба
расположен на краю штампа, а остальная часть работы удерживается над пространством, как
консольная балка. Затем пуансон прикладывает силу к секции консольной балки,
заставляя работу изгибаться за край штампа.
| Рисунок: 266 |
Поворотная гибка формирует работу за счет того же механизма, что и кромочная гибка.Однако для ротационной гибки используется другая конструкция, чем для протирочного штампа. А
цилиндр с вырезанным желаемым углом служит пуансоном. В
цилиндр может вращаться вокруг одной оси и надежно закреплен на всех остальных
степени движения за счет крепления к седлу. Лист
металл помещается консольно над краем нижнего штампа, как и
настройка при гибке кромок. В отличие от гибки кромок, при поворотной гибке
Нет прижимной подушки. На пуансон передается сила, заставляя его закрываться
работа.Размер канавки на цилиндре рассчитан таким образом, чтобы
угловой изгиб. Канавка может быть меньше или больше 90 градусов, что позволяет
для ряда острых и тупых поворотов. V-образный паз цилиндров имеет два
поверхности. Одна поверхность контактирует с изделием, передавая давление и удерживая лист
металлический на месте на нижнем штампе. Поскольку сила передается через цилиндр, он вращается,
заставляя другую поверхность изгибать изделие за край штампа, в то время как
первая поверхность продолжает удерживать работу на месте.Ротационная гибка обеспечивает
хорошее механическое преимущество.
Этот процесс дает преимущества по сравнению со стандартной операцией гибки кромок в
что он устраняет необходимость в прижимной подушке и способен сгибаться
90 градусов без какого-либо горизонтально действующего оборудования. Ротационная гибка
относительно новый и набирает популярность в обрабатывающей промышленности.
| Рисунок: 267 |
Гибка на воздухе — это простой метод создания гибки без необходимости
геометрия штампа.Листовой металл поддерживается двумя поверхностями на определенном расстоянии.
отдельно. Пробойник оказывает усилие в нужном месте, изгибая листовой металл между
две поверхности.
| Рисунок: 268 |
Пуансон и матрица изготавливаются с определенной геометрией, чтобы обеспечить выполнение
специфические изгибы. Для гибки каналов используется профильный пуансон и матрица для формирования листа.
металлический швеллер. U-образный изгиб выполняется с помощью U-образного пробойника правильного
кривизна.
| Рисунок: 269 |
Многие операции гибки были разработаны для получения смещений и
формируют листовой металл для множества различных функций.
| Рисунок: 270 |
Некоторые операции гибки листового металла требуют использования более двух штампов.
Круглые трубы, например, можно сгибать из листового металла с помощью нескольких операций.
машина. Для соединения полая труба может быть сшита или приварена.
| Рисунок: 271 |
Гофрирование — это тип процесса гибки, при котором симметричный изгиб
производится по ширине листового металла и через равные промежутки времени по его
Вся длина.Для гофрирования используются самые разные формы, но все они имеют
с той же целью, чтобы увеличить жесткость листового металла и увеличить его
устойчивость к изгибающим моментам. Это достигается упрочнением
металла и изменение момента инерции листа, вызванное изгибом
геометрия. Гофрированный листовой металл очень полезен в строительстве и
широко применяется в строительной отрасли.
| Рисунок: 272 |
Процессы гибки кромок
Листовой металл разных размеров можно гнуть бесчисленным количеством способов,
в разных местах для достижения желаемой геометрии детали.Один из многих
при производстве листового металла важным фактором является состояние
кромки листового металла, особенно в отношении детали после изготовления. Край
операции гибки обычно используются при промышленной обработке листового металла и
предполагает изгибание участка металла, который меньше размера детали. Эти
секции расположены по краям. Гибка кромок используется для устранения острых кромок,
для создания геометрических поверхностей для таких целей, как соединение, для защиты детали,
для увеличения жесткости и косметического вида.
Отбортовка — это процесс сгибания кромки, обычно под углом 90 градусов.
| Рисунок: 273 |
Иногда материал листового металла преднамеренно подвергается растяжению или сжатию в
процессы отбортовки растяжением и отбортовки термоусадочной кромкой соответственно. В дополнение к
сгибая край, эти операции также придают ему кривую.
| Рисунок: 274 |
Зубцы часто используются при обработке кромок деталей из листового металла и могут
также могут использоваться для формирования рабочей конструкции деталей, например, петель.Бисероплетение
образует завиток по краю детали. Эта бусина может быть сформирована на
прямая или изогнутая ось. Есть много разных техник для формирования
шарик. Некоторые методы формируют валик постепенно, в несколько этапов, используя
несколько различных расположений кристаллов. Другие процессы гибки листового металла производят
бусина с одной плашкой. В процессе, называемом проводкой, край металла загибается над проволокой.
Способ формирования бусины будет зависеть от конкретных требований к
производственный процесс и деталь из листового металла.
| Рисунок: 275 |
Подшивка — это процесс гибки кромки, при котором кромка листа
полностью наклонился на себя.
| Рисунок: 276 |
Закатка — это процесс соединения листового металла. Сшивание включает в себя сгибание
края двух деталей друг на друга. Прочность металла сопротивляется разрушению
соединение, потому что материал пластически деформируется в нужное положение.Как
изгибы соединены вместе, каждый изгиб помогает противостоять деформации
другой изгиб, обеспечивающий хорошо укрепленную структуру суставов. Двойной шов имеет
использовались для создания водонепроницаемых или воздухонепроницаемых стыков между листовым металлом
части.
| Рисунок: 277 |
Валковая гибка
Валковая гибка — это метод, который полезен для работы с относительно толстыми листами.
Хотя могут использоваться листы различного размера и толщины, это основной
производственный процесс для гибки металла больших кусков листа.Валковая гибка использует три
валки для подачи и сгибания пластины до нужной кривизны. Расположение
валки определяют точный изгиб работы. Получены разные кривые
контролируя расстояние и угол между валками. Подвижный рулон обеспечивает
возможность управлять кривой. Работа может иметь некоторую кривую, часто
будет прям. Балки, прутки и другие металлические заготовки также изгибаются с помощью этого процесса.
| Рисунок: 278 |
Профилирование листового металла
Профилирование листового металла — это непрерывный производственный процесс, в котором для гибки используются валки.
поперечное сечение листового металла определенной геометрии.Часто несколько рулонов могут быть
используются последовательно для непрерывной гибки заготовки. Подобно фигурной прокатке, но
Профилирование не предполагает перераспределения материала в работе, только гибку.
Как и профильная прокатка, профилирование обычно включает в себя последовательную гибку изделия.
шаги. Каждый рулон будет в определенной степени формировать листовой металл при подготовке к
следующий рулон. Последний рулон завершает геометрию.
Каналы разных типов, желоба, сайдинг и панели строительного назначения
являются обычными изделиями, производимыми в массовом производстве методом профилирования.Роллы бывают
обычно подается из рулона листового металла. Входной валок поставляется по мере разматывания рулона.
во время процесса. После формования непрерывные изделия можно разрезать на нужную длину.
для создания дискретных деталей. Закрытые секции, такие как квадраты и прямоугольники, могут быть
непрерывно гнутый из рулона листового металла. Рамы для дверей и окон бывают
изготовлены этим методом. Рулон листового металла часто гнут в рулонах в тонкостенные.
сварная труба по шву. Сварка непрерывного продукта
включается в процесс прокатки.Профилегибочное формование каналов — непрерывное
альтернатива процессу дискретного изгиба канала, например, показанному на
Рисунок 269. Рисунок 279 показывает простую последовательность, используемую для создания канала.
| Рисунок: 279 |
Этот канал может быть изготовлен пуансоном и матрицей. Однако в этом
В этом случае длина канала будет ограничена длиной пуансона и
умри. Профилегибочное формование позволяет изготавливать непрерывную часть (практически ограниченную длиной
рулона листового металла), который можно разрезать до любого необходимого размера.Производительность тоже повышается,
с устранением погрузочно-разгрузочных работ. Валки для профилирования листового металла бывают
обычно изготавливается из серого чугуна или углеродистой стали. Смазка важна и
влияет на силы и качество поверхности. Иногда рулоны хромируют, чтобы
улучшить качество поверхности.
Механика гибки листового металла
Чтобы понять механику гибки листового металла, понимание материала
свойства, характеристики и поведение металла, необходимо.Особенно
Важное значение имеет тема упругого и пластического деформирования металла. Информация о
свойства металлов применительно к производству можно найти в более раннем
секция, (металлообработка). Следует также понимать, что
гибка листового металла вызывает локальную пластическую деформацию и практически не меняет
толщина листа, для большинства операций. Он не создает металлический поток, влияющий на
регионы подальше от изгиба.
Сила, необходимая для выполнения изгиба, в значительной степени зависит от изгиба и
конкретный процесс гибки металла, потому что механика каждого процесса может
значительно различаются.Правильная смазка важна для
управляя силами и влияет на процесс. При штамповке и штамповке,
размер отверстия матрицы является основным фактором силы, необходимой для выполнения
изгиб. Увеличение размера отверстия в матрице уменьшит необходимый изгиб.
сила. По мере изгиба листового металла необходимое усилие будет изменяться. Обычно важно
определить максимально необходимую силу изгиба, чтобы оценить производительность машины
требования.
Важными факторами, влияющими на механику гибки, являются материал,
толщина листа, ширина, по которой происходит изгиб, радиус изгиба, угол изгиба,
станки, инструменты и специальные процессы гибки металлов.Изгиб листа создаст силы
которые действуют в области изгиба и по толщине листа. Материал
по направлению к внешней стороне изгиба находится в напряжении, а материал по направлению к внутренней части
находится в сжатии. Напряжение и сжатие противоположны, поэтому при движении
от одного к другому должна существовать нулевая область. В этой нулевой области нет сил.
на материал. При гибке листового металла эта нулевая область возникает вдоль
непрерывная плоскость в пределах толщины детали, называемая нейтральной осью.Местоположение
этой оси будет зависеть от различных факторов гибки и листового металла. Тем не мение,
общее приближение для расположения оси может быть 40 процентов листа
толщина, измеренная от внутренней стороны изгиба. Еще одна характеристика
нейтральная ось состоит в том, что из-за отсутствия сил длина нейтральной оси
остается такой же. По существу, с одной стороны от нейтральной оси материал находится в напряжении,
с другой стороны, материал сжимается. Величина напряжения или
сжатие увеличивается с увеличением расстояния от оси.
| Рисунок: 280 |
Если к металлической детали приложить относительно небольшое усилие, она деформируется.
эластично и восстанавливает свою форму при снятии усилия. Для того чтобы
пластическая деформация металла, минимальный порог усилия должен быть
достиг. Сила, действующая на нейтральную ось, равна нулю и увеличивается с увеличением
удаленность от этого региона. Минимальный порог силы, необходимый для пластика
деформация не достигается до определенного расстояния от нейтральной оси в
в любом направлении.Материал между этими областями деформируется только пластически,
из-за невысокой величины сил. Эти области проходят параллельно и образуют
упругий стержень вокруг нейтральной оси.
| Рисунок: 281 |
Когда сила, использованная для создания изгиба, снимается, восстановление
упругая область приводит к возникновению упругого возврата . Springback — это
частичное восстановление работы от изгиба до его геометрии перед
была приложена изгибающая сила.Величина упругого возврата во многом зависит от
модуль упругости и предел текучести материала. Обычно результаты
упругого возврата будет действовать только для увеличения угла изгиба на несколько градусов, однако,
все процессы гибки листового металла должны учитывать фактор упругой отдачи.
| Рисунок: 282 |
Методы устранения упругого возврата
В обрабатывающей промышленности были разработаны методы, которые могут устранить
эффекты упругого возврата.Один из распространенных методов — это чрезмерное сгибание. Количество
упругого возврата рассчитывается, и листовой металл перегибается до меньшего изгиба
угол, чем нужно. Восстановление материала от упругого возврата приводит к
расчетное увеличение угла изгиба. Это увеличение делает восстановленный угол изгиба
именно то, что планировалось изначально.
| Рисунок: 283 |
Другой метод устранения упругого возврата — пластическая деформация
материал в области изгиба.Локализованные сжимающие силы между пуансоном и
матрица в этой области будет пластически деформировать эластичный сердечник, предотвращая упругий возврат.
Это можно сделать, применив дополнительную силу через наконечник пуансона после
завершение гибки. Техника, известная как дно, или дно
ударить кулаком.
| Рисунок: 284 |
Формовка растяжением — это метод гибки металла, который устраняет большую часть
упругая отдача в изгибе.
Подвергая изделие растягивающему напряжению во время изгиба, упругая область будет
пластически деформированный.Формирование растяжки не может выполняться для некоторых сложных
изгибы и для очень острых углов. Величину натяжения необходимо контролировать, чтобы
избегать растрескивания листового металла. Формирование растяжения — это процесс, часто используемый в
авиастроительная промышленность.
| Рисунок: 285 |
Листовой металл Гибкость
Гибкость листового металла — это характерная степень, в которой
деталь из листового металла можно гнуть без сбоев.Гибкость связана с более
общий термин «формуемость», обсуждаемый в разделе «Формовка листового металла». Гибкость
будет меняться для разных материалов и толщины листа. Также механика
технологического процесса повлияет на гибкость, так как различный инструментарий и геометрия листов
вызовет различное распределение силы.
Гибка металла — менее сложный процесс, чем глубокая вытяжка.
анализ сил, действующих во время операции. Один простой способ
количественно оценить изгибаемость — изгибать прямоугольный образец из листового металла до образования трещин.
на внешней поверхности.Радиус изгиба, при котором возникает первое растрескивание, называется
минимальный радиус изгиба. Минимальный радиус изгиба часто выражается через
толщина листа (т.е. 2T, 4T). Чем выше минимальный радиус изгиба, тем меньше
гибкость. Минимальный радиус изгиба 0 означает, что лист можно
складывалась сама на себя.
Анизотропия листового металла — важный фактор при изгибе. Если лист
является анизотропным, то изгиб следует выполнять в нужном направлении. А
Тест на определение анизотропии обсуждается в разделе «Формовка листового металла».
Состояние кромок листового металла влияет на гибкость. Часто
трещины могут распространяться от краев. Неровные края могут уменьшить
гибкость детали из листового металла. Холодная обработка краев или детали,
также может снизить изгибаемость. Вакансии в сфере листового металла могут быть еще одним источником
разрушения материала при изгибе. Наличие вакансий сократит
гибкость металла. Примеси в материале, особенно в виде включений, могут
также распространяют трещины и уменьшают изгибаемость.Остроконечный или остроугольный
включения более вредны для изгибаемости, чем круглые включения. Поверхность
качество листового металла может иметь значение при производстве гибки. Грубый
поверхности могут увеличить вероятность растрескивания листа под действием силы.
Чтобы смягчить эти проблемы и оптимизировать гибкость листового металла,
следует проводить на всем протяжении производственного процесса. Лист высокого качества
металл происходит из высококачественного металла. Эффективные методы рафинирования вместе с
надежный процесс прокатки листового металла должен закрыть вакансии, разрушить или
исключить включения и придать металлическому изделию гладкую поверхность.Обработка кромок, такая как обрезка или чистовая вырубка, может улучшить качество кромки.
Иногда участки холодной обработки можно подвергнуть механической обработке. Отжиг детали до
устраняет области холодной обработки и увеличивает пластичность, а также улучшает
гибкость металла. Операции гибки иногда выполняются на нагретых деталях,
потому что при нагревании повышается изгибаемость металла. Листовой металл может
также иногда могут образовываться в среде с высоким давлением, что является еще одним
способ сделать его более гибким.
Процессы резки и гибки
Некоторые производственные процессы включают как резку, так и гибку листового металла.Прокалывание — это процесс резки и гибки листа для создания рельефной геометрии.
Копирование может использоваться для увеличения теплоотдачи деталей из листового металла, для
пример. Другой распространенный процесс, в котором используются как резка, так и гибка, — это прокалывание.
Не путать ковку с прошивкой. Пирсинг используется для создания
отверстие в детали из листового металла. В отличие от гашения, которое создает пробку, пирсинг делает
не удалять материал. Пуансон заострен и может проткнуть лист. Как
пуансон расширяет отверстие, материал загибается во внутренний фланец для отверстия.Этот фланец может быть полезен для некоторых приложений.
| Рисунок: 286 |
Металлическая трубка с выпуклостью
Выпуклость трубы — это процесс производства листового металла, в котором некоторая часть внутреннего
геометрия полой металлической трубки подвергается давлению, в результате чего трубка выпирает наружу.
Выпуклая область обычно ограничивается штампом, который может управлять его геометрией.
Общая длина трубки будет уменьшена из-за расширения области вздутия.В обрабатывающей промышленности используются различные методы выпучивания металла.
В одной из основных групп процессов используется заглушка из эластомера, обычно полиуретана. Этот
заглушка находится внутри трубки. К эластомеру прикладывают давление, вызывая его вздутие.
Вытягиваясь наружу, заглушка сгибает трубку из листового металла. После снятия силы
эластомерная пробка возвращается к своей первоначальной форме и может быть легко удалена. Полиуретан
заглушки прочные и создадут хорошее распределение давления по поверхности
во время изгиба.Гидравлическое давление также может быть использовано для получения такого же вздутия.
эффект. Однако заглушки из эластомера чище, легко снимаются и требуют меньше
сложная оснастка. Разъемные плашки используются для облегчения удаления детали.
| Рисунок: 287 |
Гибка металлических труб
Трубы, стержни, стержни и другие поперечные сечения также подлежат операциям гибки металла.
Следует помнить, что при изгибе металлической детали упругая отдача всегда
фактор.Для гибки полых труб было разработано несколько специальных производственных процессов.
Эти операции можно использовать и на цельнотянутых стержнях. Полые трубы имеют
характерно, что они могут разрушиться при сгибании. Трубки также могут треснуть или порваться,
пластичность материала важна при рассмотрении разрушения трубы.
По мере уменьшения радиуса изгиба тенденция к сжатию увеличивается. Радиус изгиба в
изгиб металлической трубы измеряется от средней линии трубы. Другой важный фактор, определяющий
коллапс — это толщина стенки трубы.Трубы с большей толщиной стенки меньше
скорее всего рухнет. Сгибание толстостенной трубы до большого радиуса обычно не проблема, так как
что касается коллапса. Однако по мере уменьшения толщины стенки и / или изгиба
уменьшается радиус, необходимо найти решения для предотвращения разрушения трубы. Одно из решений —
перед сгибанием заполните трубку песком. Другой способ — разместить пластиковую
воткнуть какую-нибудь в трубку, потом согнуть. И песок, и пластиковая пробка действуют
обеспечивают внутреннюю структурную поддержку, значительно увеличивая способность гнуть трубы
без развала.
Гибка с растяжением — это процесс, при котором труба формируется под действием растягивающей силы.
параллельно оси трубы и одновременная изгибающая сила, действующая для вытягивания трубы
над блоком формы. Блок зафиксирован, и силы приложены к концам
трубка.
| Рисунок: 288 |
Гибка вытяжкой включает зажим трубы возле ее конца к вращающемуся опалубочному блоку.
Прижимная подкладка также используется для удержания трубной заготовки. Когда блок формы вращается,
трубка изогнута.
| Рисунок: 289 |
Компрессионная гибка — это процесс гибки труб, который имеет некоторые сходства с
кромочная гибка листового металла с помощью шлифовального штампа. Шток трубки удерживается силой, чтобы
блок фиксированной формы. Грязесъемник, похожий на штамп, прикладывает силу, сгибая трубку над
блок формы.
| Рисунок: 290 |
TOP
8 ошибок, которых следует избегать при проектировании деталей из листового металла
1.Использование готовых 3D-моделей детали без изгибов
Это, вероятно, самая основная проблема, которую мы видим. Листовой металл плоский и должен быть согнут, сформирован, разрезан, обработан лазером, а иногда и должен быть доведен до его окончательной формы. Это очень практичный процесс. Если вы проектируете деталь из листового металла как твердый объект, важно, чтобы вы отправили нам файл САПР, который выглядит сложенным, но показывает, где должны идти изгибы. В связи с этим, поскольку сырье представляет собой отдельные листы металла, вся деталь должна иметь одинаковую толщину материала.Например, если вы создаете деталь, в которой используется алюминий толщиной 0,125 дюйма (3,175 мм), вся ваша деталь должна быть такой же толщины.
2. Размещение элементов слишком близко к линиям сгиба
Быстрый способ создать трудности во время производства — разместить отверстия, выступы или другие элементы слишком близко к изгибу. Итак, как близко вы можете подойти? Просто следуйте правилу 4T. Держите все элементы толщиной не менее 4х на расстоянии от линий сгиба. Итак, если ваш дизайн говорит нам использовать медь 0,050 дюйма (1,27 мм), дайте вашей характеристике как минимум 0.Зазор 200 дюймов (5,08 мм). Если вы этого не сделаете, деталь будет неудобно деформироваться в листогибочном прессе, а это никому не нужно.
3. Проектирование идеально перпендикулярных углов из листового металла
Когда вы изгибаете листовой металл на листогибочном прессе, полученный изгиб не образует идеального угла в 90 градусов. Вместо этого у инструмента есть закругленный наконечник, который добавляет радиус изгибу. Если вы измерите длину этой области сгиба и разделите ее на два, вы получите радиус изгиба , значение, которое определяется инструментом, который его сделал.Если размер этой кривой важен для вас, убедитесь, что вы указали его в своей модели.
Самый распространенный внутренний радиус изгиба (и наше значение по умолчанию) составляет 0,030 дюйма (0,762 мм). Важно помнить, что внешний радиус изгиба — радиус изгиба, образующийся на стороне матрицы гибочного набора инструментов — равен толщине материала плюс внутренний радиус изгиба.
Некоторым дизайнерам нравится создавать фантазии и создавать разные радиусы для каждого изгиба детали. Хотите сэкономить? Используйте одинаковый радиус для всех изгибов.Когда вашему производителю не нужно менять инструменты, вы экономите на затратах на рабочую силу.
Гибка металла на месте | Новости металлического строительства
Автор: Марк Робинс
Старший редактор
Опубликовано: 01 сентября, 2020
Основным преимуществом портативного металлического тормоза является то, что он позволяет подрядчикам формировать индивидуальные металлические детали прямо на стройплощадке. (Фото любезно предоставлено Van Mark Products Corp.)
Тормоз — это металлообрабатывающий станок, который сгибает листовой металл в точные углы и формы.Он формирует эти заданные изгибы, зажимая металл между верхним пуансоном и нижним штампом с клиновидным пазом, а затем прикладывая к нему вертикальное усилие. Профиль пуансона определяет радиус изгиба, а глубина хода определяет угол изгиба.
Листогибочный пресс
имеет множество опций и может быть отрегулирован для создания различных изгибов и углов. Тормоза могут быть небольшими ручными портативными устройствами для работы на стройплощадке или компьютеризированными гидравлическими машинами, подходящими для больших стальных листов, изготовленных в процессе производства.Эта статья посвящена переносным ручным тормозам для гибки металла на стройплощадках.
В металлической конструкции тормоза изгибают металлические детали, которые плотно прилегают к несущей конструкции. Переносной тормоз может работать практически в любом месте на стройплощадке — даже на задней двери грузовика — для множества производственных задач, от больших переходов системы отопления, вентиляции и кондиционирования воздуха до узкой кровли и материала размером до 4 дюймов. К другим областям применения относятся отливы, отделка, водостоки, колпачки, панели перекрытия и J-образные каналы.
Преимущество на месте
Основным преимуществом портативного металлического тормоза является то, что он позволяет подрядчикам формировать индивидуальные металлические детали прямо на стройплощадке.«Во многих случаях фактический размер необходимой металлической формы и то, что указано на чертеже чертежа, различаются, — говорит Гэри Вайнерт, директор по продажам и маркетингу Van Mark Products Corp., Фармингтон-Хиллз, Мичиган. — Портативный тормоз позволяет подрядчик изготовит на заказ точные размеры, необходимые на месте, когда они необходимы. Если предварительно согнутый кусок металла не подходит к требуемой площади, необходимо заказать дополнительную предварительно согнутую деталь и либо забрать, либо доставить. Заказ предварительно согнутых деталей обычно стоит дороже, но это также может немного снизить трудозатраты.Это решения, которые в конечном итоге должны быть приняты мастером или владельцем компании, выполняющей установку, исходя из того, что лучше всего соответствует их потребностям ».
Вейнерт утверждает, что многие из его клиентов начинали с заводского тормоза и предварительно гнули всю свою обрезку перед тем, как отправиться на стройплощадку, или купили предварительно гнутые детали у поставщика металла. Многие из них ошибочно думали, что это их единственный выход, и у них оставалась большая вероятность ошибки. Хотя листогибочный пресс на месте не может полностью заменить заводской тормоз или поставщика предварительно изогнутых форм, он позволяет подрядчикам настраивать необходимые детали на месте.
«С денежной точки зрения стоимость [переносного] тормоза следует сравнивать с потенциальными потерями времени и трудозатрат при попытке бегать туда и обратно в магазин или к поставщику, чтобы изготовить детали правильного размера для завершения работа. Подрядчики обычно обнаруживают, что относительно небольшие вложения в тормоз по сравнению с потраченными деньгами на оплату труда, потерянным временем и невозможностью изготовить индивидуальные детали отделки, как правило, делают [портативный] тормоз разумным вложением ».
Тормоз MAX-I-MUM II позволяет производить гибку металла на месте и весит всего 133 фунта, что позволяет легко транспортировать его одним человеком.(Фото любезно предоставлено Tapco Tools)
Подготовка к гибке
Собирайте тормоз только в соответствии с инструкциями производителя; неправильная сборка может создать опасность. Из-за веса тормоза и стойки иногда требуется два человека для помощи при сборке и установке. Безопасно используйте переносной металлический тормоз только в чистой и хорошо освещенной рабочей зоне, где нет препятствий. Листовой металл бывает больших размеров, он острый и требует места для маневра. Переместите все, что находится на пути, чтобы работники не споткнулись об этом.
Проверяйте общее состояние тормоза перед каждым использованием. Убедитесь в отсутствии ослабленных креплений, перекоса или заедания движущихся частей, трещин или поломок, а также любых других условий, которые могут повлиять на его безопасную работу.
Установите тормоз на устойчивой поверхности, которая не может опрокинуться, например на верстаке, задней двери пикапа или опорах для ног, если они есть. Эта плоская устойчивая поверхность должна выдерживать вес металлического тормоза, изгибаемый металл и изгибающее усилие. Грузоподъемность тормоза и другие возможности продукта применяются только после того, как он правильно и полностью собран.Держите пальцы подальше от рамы и верхней прижимной пластины. Тормоз может быстро раздавить или ампутировать пальцы, руки или части тела. Всегда снимайте фаску и снимайте заусенцы с острых кромок листового металла перед гибкой, поскольку острые кромки на листовом металле могут привести к серьезным порезам.
Операция гибки
После того, как тормоз будет готов и станет доступным плоский приклад или рулон металла, сделайте точные разметки, основанные на измерениях участков, которые необходимо изгибать в первую очередь. Это сводит к минимуму необходимость обращаться с листовым металлом слишком много раз, вставляя и вынимая его из тормоза.Маркер для сухого стирания не оставит нежелательных следов, которые вы не сможете стереть с металла. Чтобы проверить точность маркировки, сделайте пробный изгиб детали из металлолома, чтобы не испортить хороший металлический лист. Как только разметка будет завершена и точна, сделайте все необходимые надрезы в листе металла. После того как изгибы сделаны — в большинстве случаев — сделать эти пропилы без повреждения металла практически невозможно.
Эти металлические панели были согнуты на месте, чтобы учесть стены, впадины и другие смещения.Над слуховыми окнами были сделаны большие и меньшие панели для размещения конструкции. (Фото любезно предоставлено Albert’s Specialty Roofing)
Затем, используя размеры необходимых деталей, согните их из плоского или рулонного полотна. «Чтобы согнуть тормоз Van Mark, вы просто открываете тормоз, помещаете металл в зажимы тормоза, закрываете тормоз и изгибаете под нужным углом», — говорит Вайнерт. «Для нескольких углов просто повторяйте шаги, пока не получите металлические детали, изготовленные по индивидуальному заказу».
Может возникнуть необходимость отрегулировать положение верхней плиты пресса для размещения более толстого или более тонкого куска листового металла.Не затягивайте зажим, который удерживает металл слишком сильно, иначе металл может поцарапаться или повредиться. Установите ручку зажима с таким усилием, чтобы металл нельзя было сдвинуть вручную. Кроме того, зажимы могут изнашиваться, и их может потребовать замена. Их следует периодически снимать винтами и проверять. Если есть признаки износа, такие как царапины, сколы или просто общие изношенные участки, их следует заменить. Новые зажимы можно снова прикрепить к раме с помощью отвертки или небольшой ручной дрели.
После использования листогибочного пресса на месте протрите его зажимные пальцы, зажимное основание, изгибаемые блоки и другие внешние поверхности чистой тканью, чтобы удалить металлический мусор.Периодически смазывайте все движущиеся части и поверхность легким маслом. Закройте металлический тормоз, когда он не используется.
Ограничения на изгиб
Знайте ограничения своего портативного тормоза на стройплощадке: длину и глубину горловины. Не превышайте максимальную ширину изгиба металлической ложи тормоза. «Тормоза Van Mark доступны в различных размерах от 2 футов в длину до 14 футов в длину и 6 дюймов в длину, при этом наиболее распространенный размер составляет 10 футов 6 дюймов в длину», — говорит Вайнерт. «Тормоза Van Mark доступны как с глубиной горловины 14 дюймов, так и с глубиной горловины 20 дюймов, чтобы удовлетворить потребности конечных пользователей.
Калибр и прочность на разрыв, а также металлическое покрытие, безусловно, влияют на изгибную способность тормоза ». Кроме того, не превышайте указанную грузоподъемность портативного тормоза и помните о динамической нагрузке. Внезапное движение груза может на короткое время вызвать перегрузку, что приведет к выходу продукта из строя.
Что касается ошибок, Вайнерт говорит, что самые большие ошибки, которые он видит при изгибе металла, — это когда используется металл, который не выдерживает нагрузки тормоза.