Содержание
инструкция, как правильно паять трубы из полипропилена
Прислушавшись к многочисленным советам, вы приняли решение не нанимать мастеров для монтажа системы отопления и выполнить все соединения полипропиленовых труб своими руками. Если вы уверены в успехе и хорошо умеете работать самостоятельно, то смело приступайте к подготовке и производству работ.
Мы же, со своей стороны подскажем, какие потребуются инструменты и приспособления для монтажа и как правильно паять полипропиленовые трубы. По умолчанию будем считать, что все материалы уже куплены, осталось только собрать все по схеме.
Сварочные аппараты для полипропиленовых труб
Начнем с подготовки монтажного инструмента. Поскольку все соединения труб и фитингов из ППР производятся способом пайки, то понадобится специальный паяльник для этой цели.
Примечание. Соединение деталей из ППР иногда называют сваркой. Чтобы не запутаться, запомните, что когда речь идет о полипропиленовых трубах, то способ соединения существует один – пайка, но его часто называют свариванием.
С помощью прессовых или резьбовых фитингов, как металлопластиковые трубы, эти системы не монтируются.
 С помощью прессовых или резьбовых фитингов, как металлопластиковые трубы, эти системы не монтируются.
С помощью прессовых или резьбовых фитингов, как металлопластиковые трубы, эти системы не монтируются.Применяемый для работы сварочный аппарат для полипропиленовых труб предлагается на рынке двух видов:
- с нагревателем круглого сечения;
- плоским греющим элементом.
Последний в простонародье прозвали «утюг» из-за некоторого внешнего сходства с этим бытовым прибором. Разные сварочные аппараты не имеют принципиальных отличий, только конструктивные. Насадки для труб из тефлона в первом случае надеваются и крепятся к нагревателю наподобие хомутов, а во втором – прикручиваются к нему с двух сторон. В остальном особой разницы нет, а функция прибора одна — пайка полипропилена.
Паяльные аппараты, как правило, продаются в комплекте с насадками. Самый дешевый и минимальный комплект китайского производства – это паяльник мощностью до 800 Вт, подставка для него и насадки для 3 типоразмеров самых распространенных труб – 20, 25 и 32 мм. Если в вашей схеме отопления присутствуют только такие диаметры и вы не планируете паять полипропиленовые трубы где-нибудь еще, кроме своего дома, или заниматься этим профессионально, то бюджетного набора будет вполне достаточно.
Если в вашей схеме отопления присутствуют только такие диаметры и вы не планируете паять полипропиленовые трубы где-нибудь еще, кроме своего дома, или заниматься этим профессионально, то бюджетного набора будет вполне достаточно.
Если же в соответствии с расчетом и схемой понадобится состыковывать трубы размеров 40, 50 и 63 мм, то придется потратиться и приобрести другой набор для пайки, в котором есть соответствующие детали. Ну и самые дорогие комплекты производятся в европейских странах, отличаются надежностью в работе и долговечностью. Подобные наборы включают в себя такие инструменты:
- паяльник с подставкой;
- тефлоновые насадки для паяльника всех вышеперечисленных диаметров;
- ножницы для отрезки труб под четким углом 90º;
- шестигранный ключ;
- крестообразная отвертка;
- рулетка;
- перчатки.
Важно! Поскольку спайка полипропиленовых труб – это работа с нагретым оборудованием, то настоятельно рекомендуется всегда пользоваться перчатками вне зависимости от того, есть они в комплекте или нет.
 Особенно это касается новичков, которые в 99 случаях из 100 случайно прикасаются к нагревательному элементу.
Особенно это касается новичков, которые в 99 случаях из 100 случайно прикасаются к нагревательному элементу.Рабочая часть паяльника (нагреватель) любой конструкции рассчитана таким образом, чтобы на ней можно было установить 2—3 насадки для труб малого диаметра. Это позволяет экономить много времени, работая с магистралями размером от 20 до 40 мм.
Немного о мощности аппарата для пайки. Высокая мощность необходима для быстрого и равномерного прогрева деталей больших диаметров, каковыми считаются размеры 63 мм и более. Для домашних целей достаточно иметь утюг мощностью 0.7—1 кВт. Паяльники с нагревателями выше 1 кВт считаются профессиональными, соответственно, стоят дороже обычных.
Рекомендации по монтажу
Кроме утюга следует приготовить и другой инструмент для пайки полипропиленовых труб, его состав приведен выше в перечне. Если в наличии нет ножниц для отрезания трубы под углом 90º, то для этой цели можно воспользоваться ножовкой и плотницким стуслом либо изготовить его самостоятельно, руководствуясь чертежом:
Примечание.
 Когда ножницы для полипропиленовых труб отсутствуют и они обрезаются ножовкой, то торец надо обязательно зачистить от заусениц снаружи и внутри изделия.
Когда ножницы для полипропиленовых труб отсутствуют и они обрезаются ножовкой, то торец надо обязательно зачистить от заусениц снаружи и внутри изделия.До того как отрезать участок нужной длины, его надо точно разметить. Дело в том, что при соединении часть трубы входит в тройник или любой другой фитинг, это называется глубиной пайки. Поэтому к необходимому размеру участка, определенному с помощью рулетки, нужно прибавить значение этой глубины, отмерив ее величину от торца и поставив метку карандашом. Так как технология пайки предусматривает различную глубину погружения для разных диаметров трубопроводов, то ее значения можно взять из таблицы:
Примечание. В таблице указаны диапазоны глубины пайки, поскольку у разных производителей труб из ППР она варьируется в этих пределах. Значение можно уточнить, измерив несколько фитингов глубиномером.
При монтаже систем отопления выполняется пайка армированных полипропиленовых труб, они отличаются от обычных наличием слоя из алюминиевой фольги, стекловолокна или базальтового волокна. Причем этот слой в изделиях различных производителей может быть сделан по-разному. Когда армировка расположена не по центру толщины стенки, а возле наружного края, то перед пайкой труб из полипропилена потребуется зачистка. Для этого существует специальное приспособление:
Причем этот слой в изделиях различных производителей может быть сделан по-разному. Когда армировка расположена не по центру толщины стенки, а возле наружного края, то перед пайкой труб из полипропилена потребуется зачистка. Для этого существует специальное приспособление:
Процесс сваривания
Перед тем как приступить к работе, нужно поставить на паяльник насадки, соответствующие размерам труб, а затем включить его и настроить. Тут надо знать, при какой температуре паять полипропиленовые трубы. Большинство производителей указывают рабочую температуру 260—270 ºС, выше поднимать не стоит, а то не избежать перегрева. Недогрев тоже чреват некачественным и негерметичным соединением, где потом быстро образуется течь.
Надо понимать, что время нагрева, диаметр изделий и температура сварки связаны между собой. В таблице мы укажем промежутки времени сваривания при стандартной температуре 260 ºС.
Примечание. Длительность сварки – это время до полного застывания пластмассы, когда стык набирает максимальную прочность.

Когда настройка утюга окончена, приступаем к свариванию, следуя инструкции для пайки полипропиленовых труб:
- Взяв в одну руку трубу, а в другую – фитинг, одеваем их на насадку разогретого паяльника одновременно с двух сторон, не поворачивая вокруг своей оси.
- Выдерживаем положенное время.
- Аккуратно снимаем обе соединяемые части с тефлоновой насадки, опять же, без вращения.
- Плавно вставляем трубу в фитинг до отметки без проворачивания и фиксируем в течение времени, указанного в таблице, на этом стык готов. Подробнее операция показана на видео:
Удобнее правильно пользоваться паяльником, когда он установлен на столе, поэтому вначале рекомендуется пропаять несколько тренировочных стыков. После этого можно в удобном положении собрать все возможные узлы с короткими участками. Дальше следует прокладка магистралей с присоединением тройников по месту, здесь уже придется труднее. Нагретый утюг для пайки нужно будет одной стороной надевать на проложенную трубу, а на вторую натягивать тройник, держа аппарат на весу. Потом паяльник снимается с обеих деталей и они состыковываются.
Нагретый утюг для пайки нужно будет одной стороной надевать на проложенную трубу, а на вторую натягивать тройник, держа аппарат на весу. Потом паяльник снимается с обеих деталей и они состыковываются.
Прокладывая магистральные трубопроводы, соблюдайте очередность монтажа участков и элементов. Начните сборку системы от источника тепла и идите до конца, а чтобы соединить две полипропиленовые трубы, старайтесь использовать только тройники, от которых пойдут отводы к батареям. Муфты для этой цели применяйте, когда иначе поступить нельзя. Избегайте стыков в труднодоступных местах, иначе для их выполнения придется работать сразу двумя паяльниками, чтобы одновременно прогреть соединяемые части.
Совет. Многие производители полипропиленовых систем разрабатывают собственные инструкции по монтажу своих изделий. Оттуда можно почерпнуть массу полезной информации, воспользуйтесь этим.
Как соединить металлопластиковую трубу с полипропиленовой
В силу различных обстоятельств бывает так, что надо соединить различные виды труб, например, ППР и сталь, металлопластик с полипропиленом и так далее.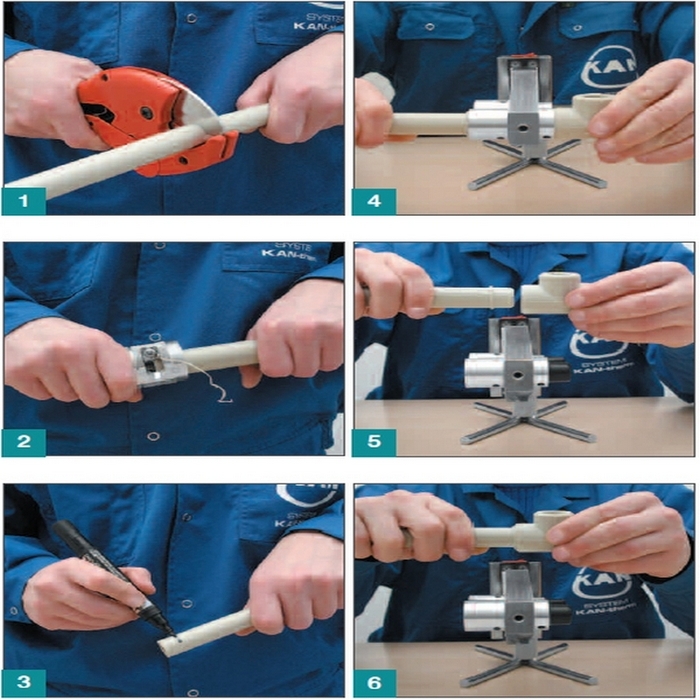 Такие ситуации случаются в квартирах, где участок общего стояка водопровода или отопления, проложенного стальной или металлопластиковой трубой, поменять затруднительно, а подключиться к нему надо. Это не является большой проблемой, надо лишь учесть, что все подобные соединения выполняются через резьбовые фитинги.
Такие ситуации случаются в квартирах, где участок общего стояка водопровода или отопления, проложенного стальной или металлопластиковой трубой, поменять затруднительно, а подключиться к нему надо. Это не является большой проблемой, надо лишь учесть, что все подобные соединения выполняются через резьбовые фитинги.
Поскольку соединение металлопластиковых труб может осуществляться прессовыми и разборными фитингами, то для стыковки с полипропиленом удобнее взять разъемный фитинг с наружной резьбой. В свою очередь, к торцу трубы из полипропилена припаивается фитинг с наружной резьбой, после чего соединение скручивается традиционным способом, с подмоткой льна или фум-ленты.
Разъемный фитинг для соединения труб
Когда надо врезаться в металлопластиковые трубы, то тут удобнее всего поставить тройник с резьбовым отводом, куда впоследствии можно прикрутить фитинг, а потом припаять к нему полипропиленовую трубу. Правда, с установкой тройника придется повозиться: надо отключить воду или опорожнить систему отопления, а потом перерезать металлопластик и произвести монтаж.
Заключение
Следует отметить, что работа с полипропиленовыми трубами – не самое сложное дело, хотя и требует сосредоточенности, внимания и терпения. Пусть вы затратите на процесс втрое больше времени, чем набившие руку мастера, зато сделаете для себя все качественно, а главное, — бесплатно.
Как паять полипропиленовые трубы: технологические требования и инструкция
Благодаря широкому ассортименту, доступным ценам и простоте монтажа полипропиленовые трубы практически вытеснили другие материалы, ранее применяемые при строительстве и ремонте инженерных коммуникаций. Для их соединения нет необходимости задействовать громоздкое и небезопасное газо-электросварочное оборудование или дополнительные муфты, резьбы, сгоны, лен и сурик.
Теперь все элементы для сварочных работ можно уместить в небольшой кейс.
Факторы, влияющие на качество сварки
Качество сварных стыковых соединений полипропиленовых труб зависит от многих факторов.
Соответствие полипропиленовых труб и фитингов заданным параметрам по назначению и качеству.
Выбор низкокачественных, либо более дешевых (с меньшей величиной допустимых для данной трубопровода температуры и давления) материалов, даже при самой тщательной сварке не обеспечит необходимой прочности и герметичности стыков.
Нежелательно также использование продукции разных производителей. Из-за отличий по химическому составу может не совпадать время нагрева и остывание свариваемых элементов.
- Использование оборудования. Для выполнения работ нужно иметь необходимый минимум исправного инструмента и оборудования. Термопаяльник с недостаточным или чрезмерным нагревом не обеспечит надежный сварной шов, поэтому важно следить за оптимальной температурой нагрева.
Обратите внимание! Перегрев трубы приводит к уменьшению проходного сечения стыка и дополнительным потерям напора в системе.
- Наличие необходимых навыков работы. Сам по себе процесс сварки довольно прост и доступен. Главное перед началом работ — внимательно изучить прилагаемые к аппарату инструкции. Желательно первые стыки варить под наблюдением опытного специалиста.
- Соблюдение правил монтажа. Низкое качество сварочных швов обусловлено ошибками в процессе соединения трубы и фитинга. Недостаточная глубина их соединения приводит к зазору. Образуется дополнительное сопротивление и участок с ослабленной стенкой, потенциальной зоной порыва трубопровода. При чрезмерном введении трубы в фитинг до упора возможно практически полное перекрытие потока жидкости, что приведет к снижению давления и расхода. При соединении нагретых частей трубопровода, часто допускают передержку приводящую к их остыванию или не осуществляют своевременную фиксацию в течении положенного времени.
- Надлежащая подготовка. Необходима тщательная подготовка места работы, материалов и оборудования. Свариваемые части труб и фитингов должны быть сухими и чистыми. Помещение, где производятся работы, должно быть теплым. Минусовая температура воздуха может привести к преждевременному охлаждению свариваемых деталей. Во избежание вторичного загрязнения, готовые узлы необходимо складировать на чистую поверхность. Нагревательные элементы паяльника после каждого использования протираются термостойкой тканью для удаления остатков расплава. Торцы трубы после обрезки выравниваются и зачищаются от заусенцев.
 Минусовая температура воздуха может привести к преждевременному охлаждению свариваемых деталей. Во избежание вторичного загрязнения, готовые узлы необходимо складировать на чистую поверхность. Нагревательные элементы паяльника после каждого использования протираются термостойкой тканью для удаления остатков расплава. Торцы трубы после обрезки выравниваются и зачищаются от заусенцев.
Минусовая температура воздуха может привести к преждевременному охлаждению свариваемых деталей. Во избежание вторичного загрязнения, готовые узлы необходимо складировать на чистую поверхность. Нагревательные элементы паяльника после каждого использования протираются термостойкой тканью для удаления остатков расплава. Торцы трубы после обрезки выравниваются и зачищаются от заусенцев.Выполнение этих элементарных мер гарантирует прочный и надежный сварной стык.
Методы соединения полипропиленовых труб
При монтаже и ремонте систем водоотведения, отопления, холодного и горячего водоснабжения из РР труб используют несколько различных методов соединения.
Клеевой
Клеевой способ применяется при монтаже низконапорных трубопроводов водоснабжения и канализации. На соединяемые детали наносится клеевой состав. После соединения и фиксации за счет специального компонента (отвердителя) или термического воздействия материал застывает, стык обретает герметичность.
Термоэлектрический
Сварка термоэлектрическим способом ограничена в применении из-за высокой стоимости электромуфт. Термоэлектрическая муфта представляет собой надеваемый на соединяемые концы труб полый цилиндр, оснащенный внутренними нагревательными элементами с обеих сторон.
На их клеммы с помощью электротрансформатора подается питание, вызывающее плавление соединяемых поверхностей и последующее их соединение при остывании.
Диффузный
Диффузионная пайка — самый распространенный метод сварки полипропиленовых трубопроводов. В основе используется сплав двух стыкуемых поверхностей с последующим плотным соединением, при этом молекулы РР деталей в процессе диффузии проникают друг в друга, образуя при остывании однородную структуру.
Для плавки стыкуемых элементов применяется специальный электрический паяльник с нагревательным элементом и сменными насадками.
Важно! Для труб диаметром 63 мм и менее используются соединения «в раструб» с применением соответствующих фитингов.
 Трубопроводы большего диаметра паяются «в стык».
Трубопроводы большего диаметра паяются «в стык».Основными достоинствами диффузионной сварки являются:
- доступные цены на материалы и сварочное оборудование;
- простота в освоении технологии сварки;
- возможность быстрой сборки трубопроводов любой сложности;
- устройство надежных стыков своими силами без участия специалистов по сварке.
Как выбрать сварочный аппарат для полипропиленовых труб
Сварочные аппараты для полипропиленовых трубопроводов, несмотря на многообразие моделей, имеют общий принцип действия, а именно: одновременный нагрев соединяемых деталей.
Конструктивные отличия заключаются в исполнении их греющего элемента (стержневого или мечевидного) и способе креплении насадок.
При выборе сварочного аппарата рекомендуется сначала определить круг выполняемых им задач, а уже затем выбирать, принимая во внимание следующее:
- Мощность. От этой величины зависит время нагревания, диаметр соединяемых деталей и скорость монтажа (производительность аппарата). Для пайки бытовых трубопроводов из РРR труб диаметром до 63 мм вполне достаточно паяльника мощностью 700 Вт. При выполнении больших объемов работ с трубопроводами диаметром 100 мм и более необходимо профессиональное оборудование мощностью от 1000 до 2000 Вт.
 Для пайки бытовых трубопроводов из РРR труб диаметром до 63 мм вполне достаточно паяльника мощностью 700 Вт. При выполнении больших объемов работ с трубопроводами диаметром 100 мм и более необходимо профессиональное оборудование мощностью от 1000 до 2000 Вт.
Для пайки бытовых трубопроводов из РРR труб диаметром до 63 мм вполне достаточно паяльника мощностью 700 Вт. При выполнении больших объемов работ с трубопроводами диаметром 100 мм и более необходимо профессиональное оборудование мощностью от 1000 до 2000 Вт.Обратите внимание! Чтобы определить потребную мощность сварочного аппарата, умножьте на 10 максимальный диаметр свариваемой трубы в мм. Если Д= 50 мм, то необходимая мощность 500 Вт.
- Количество насадок. Аппараты для ручной сварки труб в зависимости от модели комплектуются определенным количеством парных насадок. Для бытового применения это три типоразмера: 16, 20, 25 мм. Стандартный набор профессионального агрегата может комплектоваться дополнительно набором для сварки труб и фитингов Д=32, 40, 50, 63 мм. Для трубопроводов большого диаметра насадки приобретаются отдельно.
- Качество насадок. От качества насадок зависит прочность и долговечность свариваемого стыка. Лучшими считаются насадки, покрытие слоем обычного или металлизированного тефлона.
- Удобство использования. Аппарат в зависимости от области применения должен иметь определенный набор опций. Так, например, профессиональная техника оснащается цифровой индикацией, что приводит к существенному ее удорожанию. Для бытового применения вполне достаточно двух световых индикаторов. Важным является скорость смены и количество одновременно устанавливаемых пар «муфта- дорн». Для определенных видов работ важна компактность устройства, особенно для ремонта в труднодоступных местах.
- Страна-производитель. Цена и качество напрямую зависят от производителя товара. Самыми функциональными, надежными и, конечно, дорогими считаются аппараты, сделанные в Германии и Чехии. Эта продукция востребована в основном профессионалами. Менее навороченные и качественные агрегаты производят в России и Турции, у них средняя ценовая ниша и менее профессиональные пользователи. Для бытовых нужд и любительского использования раз — другой в году вполне приемлемы недорогие изделия из Китая.

Технологические требования
При производстве работ по сварке РР труб необходимо четкое соблюдение требований по глубине посадок, а также временным периодам, отведенным на нагрев, соединение с фиксацией и остывание деталей трубопроводов. Только таким образом обеспечивается создание прочных и герметичных стыков. Зависят эти параметры в основном от диаметров свариваемых труб и фитингов.
Только таким образом обеспечивается создание прочных и герметичных стыков. Зависят эти параметры в основном от диаметров свариваемых труб и фитингов.
| Диаметр трубопровода (мм) | Глубина посадки трубы в фитинг (мм) | Продолжительность периода (сек) | ||
| Нагрев | Соединение с фиксацией | Остывание | ||
| 20 | 15 | 8 | 5 | 2 |
| 25 | 17 | 7 | 5 | 2 |
| 32 | 19 | 8 | 6 | 3 |
| 40 | 21 | 12 | 8 | 4 |
| 50 | 23 | 18 | 10 | 5 |
Обратите внимание! Приведенные в таблице значения даны для температуры нагрева паяльника 270 0С и в зоне выполнения работ — не менее +15 0С. Глубина посадки у различных производителей может отличаться.
Инструкция по проведению сварочных работ
При сварке трубопровода из полипропилена необходимо выполнить операции в следующей последовательности:
- Подготавливается рабочее место, материалы и инструменты.
- Паяльник устанавливается на штатив и оснащается насадками нужного размера.
- Насадки обрабатываются обезжиривающим раствором.
- Прибор подключается к сети, на индикаторе загорается красная лампочка.
- На терморегуляторе устанавливается температура 2700 С и после сигнала зеленого индикатора аппарат готов к работе.
- Отмеренный кусок трубы обрезается, торец выравнивают, убирают заусенцы, очищают от загрязнений и обезжиривают.
- На трубе делается отметка, соответствующая глубине посадки для данного диаметра.
- Труба и фитинг одновременно без осевых поворотов одеваются на соответствующие насадки паяльника.
- Детали нагреваются в течение положенного времени.
- Осторожно, без вращения снимаются с насадок.
- Труба в пределах отведенного времени быстро и плавно без проворачивания вставляется в фитинг до нанесенной отметки.
- Детали фиксируются неподвижно на необходимое для остывания время, после чего стык готов.

Выполнение всех этих пунктов гарантируют соединение, которые будут прочными и долговечными.
КАК ПРАВИЛЬНО ПАЯТЬ ПОЛИПРОПИЛЕНОВЫЕ ТРУБЫ — САНТЕХОПТ
На сегодняшний день пайка труб из полипропилена является очень актуальным и востребованным вопросом. Это связано с тем, что современный рынок переполнен огромным количеством производителей полипропиленовых труб и соответственно моделей аппаратов для сварки к ним, которые все мы привыкли называть паяльниками. И человек, которому нужно выполнить монтаж водопровода или отопления, немного ознакомившись с особенностями такой работы, наверняка, принимает решение самостоятельно ее выполнить. Главное внимательно разобраться с технологией, выбрать качественный паяльник и запастись терпением. При таком подходе к делу положительный результат будет всегда гарантирован. Мы предлагаем найти ответ на вопрос: как правильно паять полипропиленовые трубы? Для того чтобы понять как правильно паять полипропиленовые трубы, необходимо знать их параметры и классификацию. В настоящий момент современный рынок предлагает две основные категории полипропиленовых труб: PN 20 – универсальная труба с максимальным давлением 20 атм. Служит для устройства и холодного, и горячего водопровода (+80°С). PN 25 – армированная алюминиевой фольгой труба с максимальным давлением 25 атм. Идеальный вариант при устройстве отопительных систем и горячего водоснабжения(+95°С). Даже если вы знаете, как паять пропиленовые трубы в Херсоне, то у вас могут возникнуть сомнения относительно целесообразности приобретения паяльника. В принципе это оправданно – оборудование стоит прилично. Но с другой стороны можно сэкономить на услугах монтажника. Цена паяльника колеблется в пределах 20-100 у. е. Причем в некоторых моделях насадки не входят в комплект с паяльником, их нужно будет купить отдельно. А это еще дополнительные расходы порядка 10 у. е. Но из этой ситуации выход можно найти: взять паяльник напрокат, или, в крайнем случае, одолжить у знакомых. Тем более это будет разумным, если вы впоследствии не планируете больше выполнять подобные работы.
В настоящий момент современный рынок предлагает две основные категории полипропиленовых труб: PN 20 – универсальная труба с максимальным давлением 20 атм. Служит для устройства и холодного, и горячего водопровода (+80°С). PN 25 – армированная алюминиевой фольгой труба с максимальным давлением 25 атм. Идеальный вариант при устройстве отопительных систем и горячего водоснабжения(+95°С). Даже если вы знаете, как паять пропиленовые трубы в Херсоне, то у вас могут возникнуть сомнения относительно целесообразности приобретения паяльника. В принципе это оправданно – оборудование стоит прилично. Но с другой стороны можно сэкономить на услугах монтажника. Цена паяльника колеблется в пределах 20-100 у. е. Причем в некоторых моделях насадки не входят в комплект с паяльником, их нужно будет купить отдельно. А это еще дополнительные расходы порядка 10 у. е. Но из этой ситуации выход можно найти: взять паяльник напрокат, или, в крайнем случае, одолжить у знакомых. Тем более это будет разумным, если вы впоследствии не планируете больше выполнять подобные работы. Теперь, для того чтобы лучше справиться с работой, читаем описание процесса пайки. Подготовительный период закончен – пора начинать. Внимание! Перед тем, как паять пластиковые трубы необходимо ознакомиться с руководством по эксплуатации сварного оборудования. Надеваем насадку на паяльник при помощи шестигранника и винта, который должен идти в комплекте с паяльным устройством. Насадки паяльника обезжириваем ветошью с Уайт-спиритом а только потом приступаем к нагреву аппарата. Важно правильно выбрать временной интервал спаивания. И еще одни важный факт, который важно уяснить для того чтобы понять, как правильно паять пластиковые трубы: процесс сварки происходит при температуре 260°С. Прежде чем приступить к работе необходимо проверить выставлены ли нужные параметры на терморегуляторе паяльника. В этой ситуации не нужно спешить, иначе полученный шов будет хрупким и некачественным. Далее, включаем кабель паяльник в сеть. О том, что паяльник готов к работе, сообщит специальный индикатор, установленный на корпусе: при достижении нагрева нужной температуры он загорится.
Теперь, для того чтобы лучше справиться с работой, читаем описание процесса пайки. Подготовительный период закончен – пора начинать. Внимание! Перед тем, как паять пластиковые трубы необходимо ознакомиться с руководством по эксплуатации сварного оборудования. Надеваем насадку на паяльник при помощи шестигранника и винта, который должен идти в комплекте с паяльным устройством. Насадки паяльника обезжириваем ветошью с Уайт-спиритом а только потом приступаем к нагреву аппарата. Важно правильно выбрать временной интервал спаивания. И еще одни важный факт, который важно уяснить для того чтобы понять, как правильно паять пластиковые трубы: процесс сварки происходит при температуре 260°С. Прежде чем приступить к работе необходимо проверить выставлены ли нужные параметры на терморегуляторе паяльника. В этой ситуации не нужно спешить, иначе полученный шов будет хрупким и некачественным. Далее, включаем кабель паяльник в сеть. О том, что паяльник готов к работе, сообщит специальный индикатор, установленный на корпусе: при достижении нагрева нужной температуры он загорится.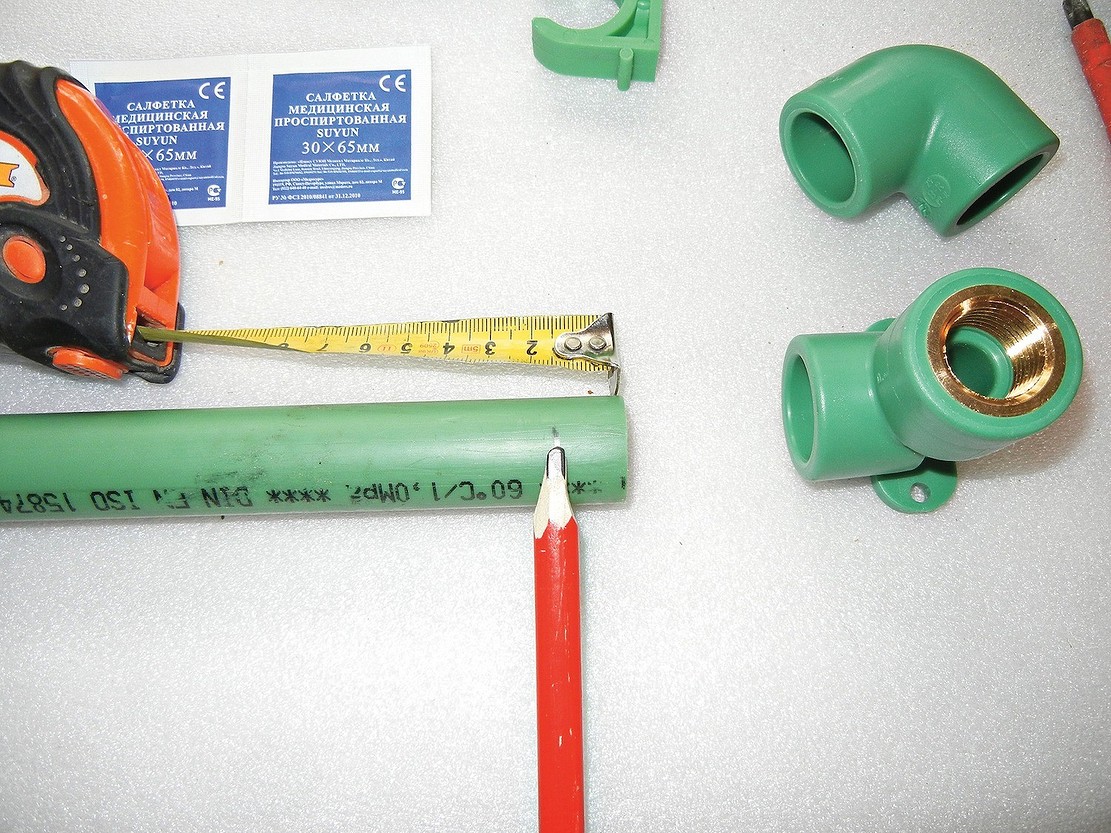 Сам процесс сварки пластиковых элементов действительно очень прост: Резаком для пластика отрезаем трубу нужной длины. В процессе нарезки необходимо следить, чтобы срезы были выполнены предельно ровными. С учетом указанных рекомендаций нагреваем паяльник и начинаем пайку, не забывая при этом о безопасности – работать лучше в перчатках, особенно если опыта выполнения этой работы нет. Далее, мы берем трубу и необходимый фитинг для соединения. Эти две детали вставляются с разных сторон в паяльник и сдавливаются до упора. Обязательное условие – фитинг должен сидеть очень плотно на насадке, если это не так – его нужно заменить. Отсчет времени нагрева начинается с того времени, когда свариваемые детали полностью одеты на насадку. В процессе фиксации стоит избегать любых поворотов, для этого заранее следует сделать соответствующие метки на трубах – при пайке они будут служить своеобразными ориентирами. Конечный этап – фиксация свариваемых элементов. В это время недопустимы никакие механические нагрузки.
Сам процесс сварки пластиковых элементов действительно очень прост: Резаком для пластика отрезаем трубу нужной длины. В процессе нарезки необходимо следить, чтобы срезы были выполнены предельно ровными. С учетом указанных рекомендаций нагреваем паяльник и начинаем пайку, не забывая при этом о безопасности – работать лучше в перчатках, особенно если опыта выполнения этой работы нет. Далее, мы берем трубу и необходимый фитинг для соединения. Эти две детали вставляются с разных сторон в паяльник и сдавливаются до упора. Обязательное условие – фитинг должен сидеть очень плотно на насадке, если это не так – его нужно заменить. Отсчет времени нагрева начинается с того времени, когда свариваемые детали полностью одеты на насадку. В процессе фиксации стоит избегать любых поворотов, для этого заранее следует сделать соответствующие метки на трубах – при пайке они будут служить своеобразными ориентирами. Конечный этап – фиксация свариваемых элементов. В это время недопустимы никакие механические нагрузки. В противном случае пластик может сжаться, и это соединение придет в негодность. Важно! Перед тем, как паять трубы из полипропилена, сварочный аппарат необходимо надежно закрепить на ножках, а в соответствующие отверстия установить насадки нужного диаметра. При этом обязательно нужно проверить, чтобы они были чистыми, то есть без следов предыдущей пайки.
В противном случае пластик может сжаться, и это соединение придет в негодность. Важно! Перед тем, как паять трубы из полипропилена, сварочный аппарат необходимо надежно закрепить на ножках, а в соответствующие отверстия установить насадки нужного диаметра. При этом обязательно нужно проверить, чтобы они были чистыми, то есть без следов предыдущей пайки.
Советы
Вопрос, как спаять пластиковые трубы, с одной стороны простой, он все же имеет некоторые нюансы, знание о которых позволит проделать качественную и надежную установку. Так, к примеру, внутренний диаметр не разогретого фитинга должен быть меньшим наружного диаметра спаиваемой трубы. Если в холодный фитинг свободно заходит не разогретая труба, такая деталь считается браком и ее не следует использовать. Пайка труб из полипропилена при температуре ниже 0 градусов окружающей среды строго запрещается. Время нагрева для каждого отдельного случая может отличаться. Если температура окружающей среды составляет 20 градусов по Цельсию, тогда стоит воспользоваться таблицей для определения нужного времени нагрева.
Если температура окружающей среды составляет 20 градусов по Цельсию, тогда стоит воспользоваться таблицей для определения нужного времени нагрева.
|
Диаметр труб, мм
|
Ширина свариваемого пояса, мм
|
Время нагрева деталей, сек
|
Время соединения, сек
|
Время остывания пайки, мин
|
|
20
|
14-16
|
6
|
4
|
2
|
|
25
|
15-18
|
7
|
4
|
2
|
|
32
|
16-21
|
8
|
6
|
4
|
|
40
|
18-22
|
12
|
6
|
4
|
|
50
|
20-25
|
18
|
6
|
4
|
|
63
|
24-28
|
24
|
8
|
6
|
Если все будет сделано правильно, то на фитинге, в месте сварки будет иметься равномерный наплыв. В случае если такового не будет, значит, пайка была произведена неправильно, а поэтому надежность конструкции подвержена сомнению. Лучше всего перед тем, как производить сварку пластиковых труб, несколько раз потренироваться. Такой подход позволит набраться некоторого опыта и навыков, чтобы в дальнейшем правильно и качественно паять полипропиленовые трубы в Херсоне.
В случае если такового не будет, значит, пайка была произведена неправильно, а поэтому надежность конструкции подвержена сомнению. Лучше всего перед тем, как производить сварку пластиковых труб, несколько раз потренироваться. Такой подход позволит набраться некоторого опыта и навыков, чтобы в дальнейшем правильно и качественно паять полипропиленовые трубы в Херсоне.
Температура и время пайки полипропиленовых труб: таблица
Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Сегодня технология разводки трубопроводов из таких материалов предписывает соблюдение определенного температурного режима, а также конкретных временных значений, при выполнении сварочных работ. Если не соблюдать рекомендованные параметры, возможно появление разрыва в узловых местах, значительно ухудшиться движение водяного протока.
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.
При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева.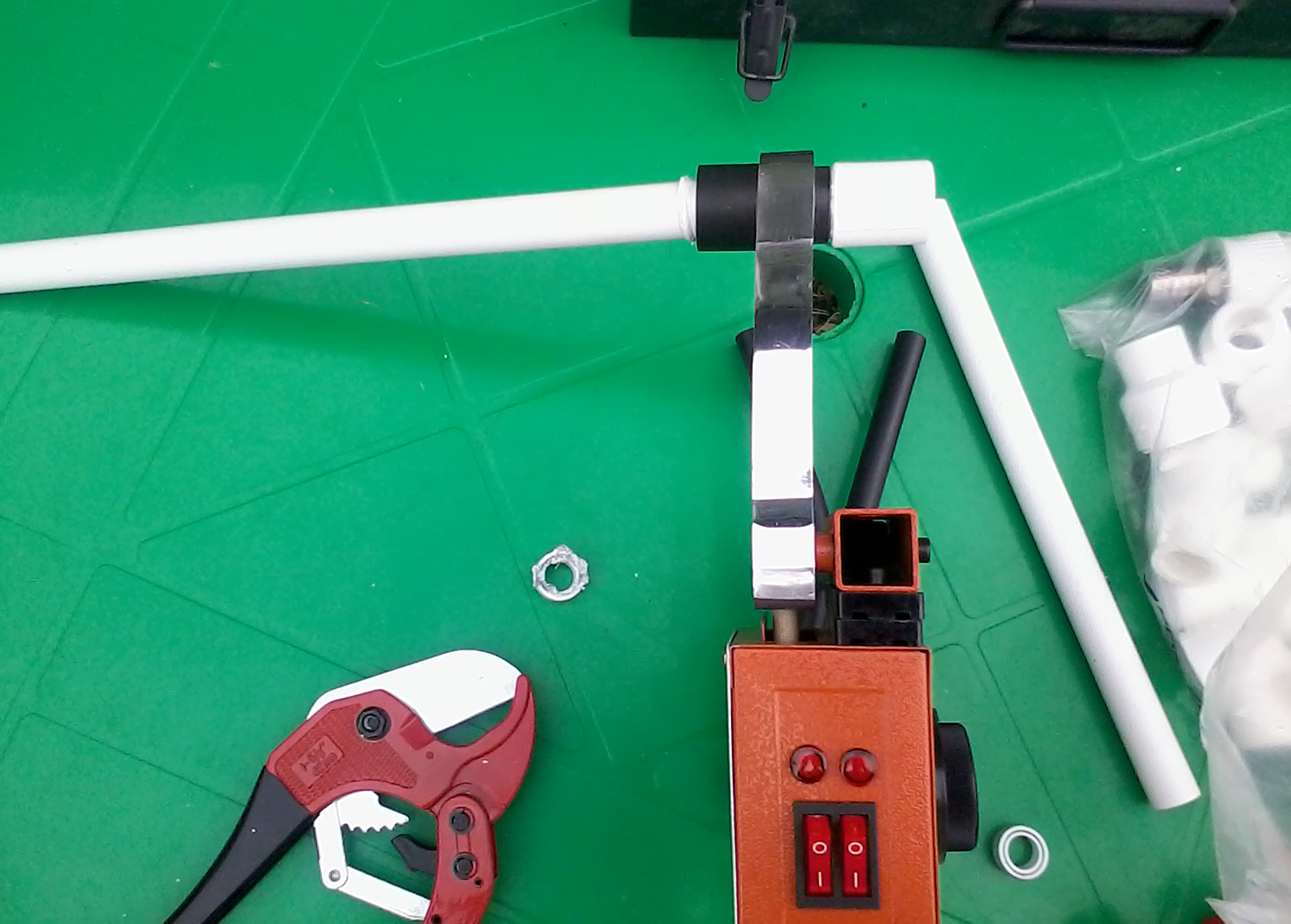 При стыковке деталей, толщина сварочной пленки получится очень тонкой.
При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.
На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.
На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.
Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:
Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.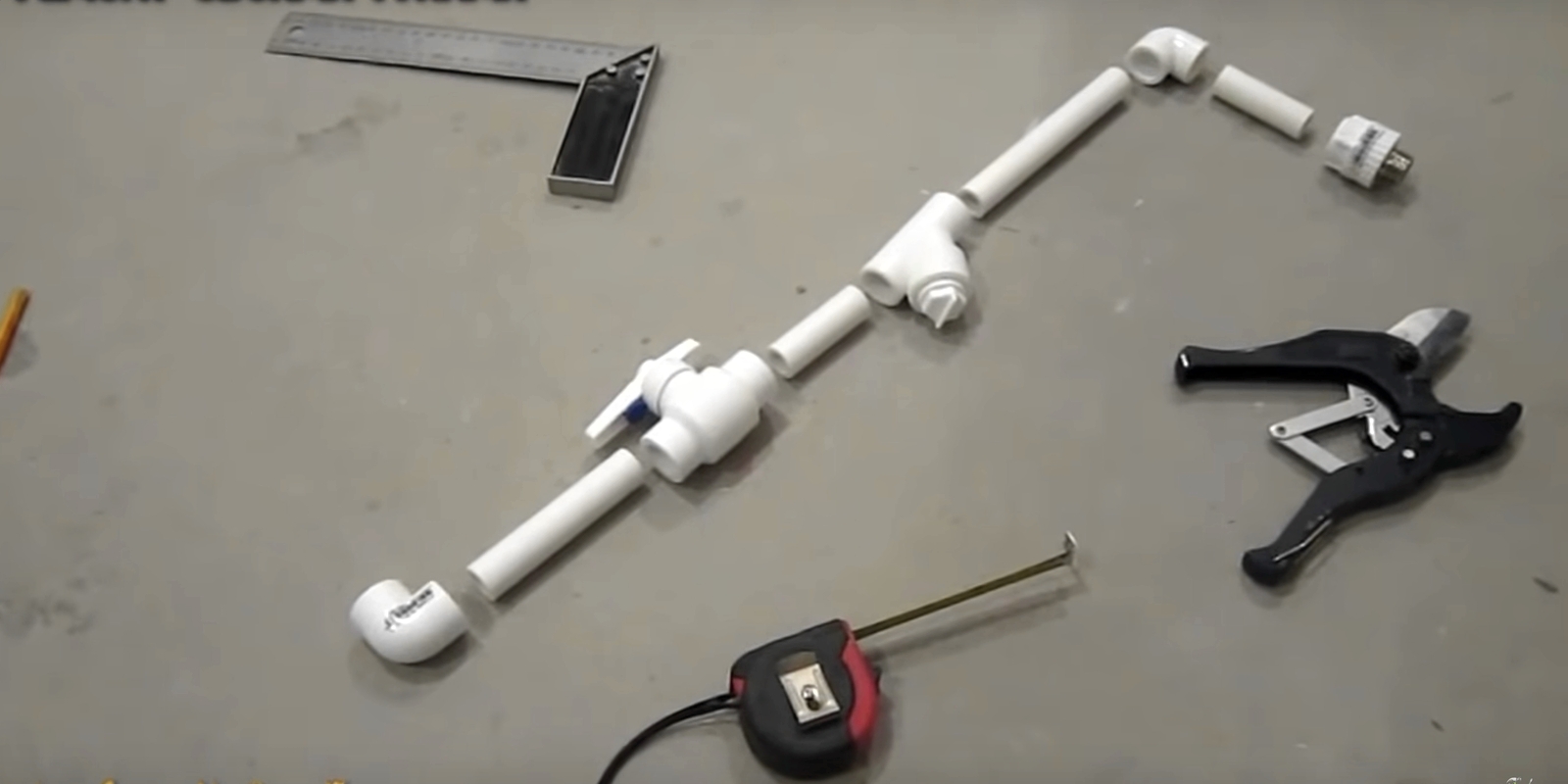
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.
Если сделан ошибочный расчет последовательности монтажа, пайки, может возникнуть ситуация, когда будет нереально состыковать последние детали, так как устройство нагрева просто невозможно установить между деталями. Чтобы увеличить зазор, приходится деформировать определенные участки трубопроводов, позволяющие вставить устройство для пайки. Такая работа может испортить внешний вид коммуникации. Возможно появление статического напряжения некоторых районов системы.
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2.Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
4.Прежде чем начинать сварочные работы, убедитесь, что температура соединяемых деталей примерно одинаковая. youtube.com/embed/MNUPdMSXQzc» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/MNUPdMSXQzc» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Похожие статьи:
Советы по сварке полипропиленовых труб
Мы закончили монтаж своего водопровода из полипропилена, а также провели наглядные натурные испытания на прочность и качество сварки. Теперь можем, исходя из своего практического опыта, давать советы по сварке полипропиленовых труб своими руками, как не допустить ошибок в данной технологии и подробно описать все этапы работ по самостоятельному монтажу водопровода из полипропилена.
Как и зачем размечать полипропиленовые трубы перед сваркой
Первый вопрос, который появляется перед нами: сколько нужно отрезать от трубы. чтобы верно спаять первый же участок? Ведь в конце концов отрезок трубы уменьшится на расстояние сварки. Для этого смотрим в инструкцию или измеряем парную насадку на инструменте. Для разного диаметра труб это расстояние разное. Например, в нашем случае, для 20 мм трубы это расстояние 14,5 мм, для трубы 32 мм – 18 мм соответственно.
Далее перед сваркой каждой детали полипропиленового водопровода непременно наносилась разметка. Для этого даже был выполнен шаблон, чтобы постоянно не измерять трубу. Действительно, после применения предварительной разметки повысилась повторяемость сварки. Одинаковыми соединения стали не только по внешнему виду, но и усилия на одевание и снятие заготовок с разогретой насадки стали более предсказуемыми.
Возможные погрешности при сварке полипропиленовых труб
Во время монтажа своего водопровода мы столкнулись с несколькими проблемами, которые к счастью оказались не такими уж серьезными, тем не менее написать о них нужно. Первая беда – неперпендикулярные соединения. С механической точки зрения, неидеальная стыковка под 90 градусов не влияет на надежность сварки. Это скорее вызывает некоторое неудобство при стыковке протяженных участков и эстетически смотрится не аккуратно. Но нам все равно закрывать всю эту красоту декоративными коробами из гипсокартона, поэтому просто признаем, что без опыта ровно не получится. С этим можно бороться большим число повторений или просто смириться.
Второй камень преткновения – внешний вид соединения труба-фитинг. В интернете все спорят о том, сколько слоев наплывающего пластика должно быть в месте соединения фитинга и трубы: один или два. Одни считают наличие таких колец критерием качественной сварки, другие, напротив, видят в «двойном подбородке» из выпирающей полипропиленовой массы непрофессионализм.
Ответственно могу заявить, что на качество сварки это ни как не влияет – все эти кольца, валики и прочие аномалии, лишь побочное косметическое проявление. Один или два слоя выпучится наружу, значения не имеет – труба от этого в месте соединения не развалится. И у меня, первое время, всегда получалось по-разному, но потом я нащупал секрет получения одного слоя. Все просто: один слой снимается с трубы, другой выдавливается из фитинга – получаем два не всегда ровных кольца.
Чтобы получить эстетически красивое соединение с минимумом излишков полипропиленовой массы предлагаю сделать следующим образом. Перед нагревом, проставить на трубе помимо основной еще одну метку. Она должна быть нанесена чуть раньше глубины взаимодействия трубы и фитинга, вторую же метку нанести на прежнем месте. Разогрев трубы производить до первой дополнительной метки, а при соединении, вводить трубу до второй основной метки. Таким образом, во время соединения, лишний пластик окажется лишь со стороны фитинга. Образуется всего одно небольшое кольцо в месте соединения. Мы как бы совсем чуть чуть недоразогреваем трубу, но полностью разогреваем фитинг. Хотя лично мне все равно как выглядит соединение, по мне главное – это надежность, а эстетику будем наводить за счет кафеля.
Перед нагревом, проставить на трубе помимо основной еще одну метку. Она должна быть нанесена чуть раньше глубины взаимодействия трубы и фитинга, вторую же метку нанести на прежнем месте. Разогрев трубы производить до первой дополнительной метки, а при соединении, вводить трубу до второй основной метки. Таким образом, во время соединения, лишний пластик окажется лишь со стороны фитинга. Образуется всего одно небольшое кольцо в месте соединения. Мы как бы совсем чуть чуть недоразогреваем трубу, но полностью разогреваем фитинг. Хотя лично мне все равно как выглядит соединение, по мне главное – это надежность, а эстетику будем наводить за счет кафеля.
Наш коллектор непростой: мало того, что применяются переходные или редукционные тройники, конструкция растянута в нише между помещениями. То есть для выполнения монтажа с инструментом ни как не подлезть. Поэтому решено выполнять монтаж крупно узловыми участками, а потом стыковать в удобном месте. Особенность нашего коллектора еще и в том, что нужно учесть горизонтальные отводы для запитывания потребителей в разных помещениях. Трубы нужно прокладывать таким образом, чтобы не выйти за конструкцию короба, закрывающего инсталляцию для унитаза и биде.
Трубы нужно прокладывать таким образом, чтобы не выйти за конструкцию короба, закрывающего инсталляцию для унитаза и биде.
Не обойтись при монтаже без фиксации конструкции. Для полипропилена существуют замечательные пластиковые держатели, в которые трубы легко защелкиваются. Так как наша конструкция очень не простая, приходилось по нескольку раз примеряться. Самыми неудобными для монтажа стали места установки фильтров для воды. С одной стороны оба фильтра нужно надежно закрепить, а с другой обеспечить легкий доступ для обслуживания. Так как не хватает расстояния для установки двух фильтров, кран для слива пришлось установить через угольник.
Ошибки при монтаже полипропиленовых труб
Вблизи конечных потребителей воды трубы заканчиваются муфтами с наружной резьбой. Это правило действует везде, кроме смесителя для ванной, так как тут требуются муфты с внутренней резьбой. Затем накручивается эксцентрик и устанавливается смеситель. Перед закупкой фитингов для ванной, я посмотрел, как сделали у соседей наемные сантехники, и купил оконечные муфты с наружной резьбой. Это была политическая ошибка, которую придется исправлять с помощью муфты (футорки).
Это была политическая ошибка, которую придется исправлять с помощью муфты (футорки).
Вдоль стен в наших санузлах запланированы короба, прикрывающие трубы. Как видно на фотографии, фитинг с резьбой выбран угловой, чтобы уменьшить число соединений. Ведь чем меньше швов, тем пропорционально меньше вероятность того, что они в один прекрасный день они разойдутся. Вот по примеру стенда в магазине и совершалась закупка фитингов. На практике монтаж полипропилена не составил труда, однако, при сооружении короба возникли проблемы. Слишком уж маленькое расстояние от трубы до резьбы оказывается после облицовки короба плиткой.
Во время соединения полипропиленовых труб с фитингом еще остается некоторое время для корректировки положения трубы относительно фитинга. Это время достаточно ограниченное всего пару секунд. Именно в тех случаях, когда монтажник увлечется вылавливанием миллиметров и перпендикуляров, может ухудшится прочность шва. Так что я настоятельно рекомендую сократить до минимума это время на исправление неточностей. Разогрел, вставил, подождал и все – никаких попыток «запрыгнуть в уходящий поезд». Как получилось – так получилось. Если получилось плохо – переделывайте весь кусок.
Разогрел, вставил, подождал и все – никаких попыток «запрыгнуть в уходящий поезд». Как получилось – так получилось. Если получилось плохо – переделывайте весь кусок.
Другой враг при сварке труб из пропилена – перегрев материала. Сварка полипропилена похожа на пайку меди свинцово-оловянным припоем, там тоже целое искусство найти нужные температуру и время взаимодействия материалов. Перегретый пластик меняет свои физико-химические свойства, а также, при перегреве, меняются геометрические размеры деталей и площадь соединения уменьшается. В результате чего надежность соединения падает. Самое неприятное, что последствия такого неаккуратного шва могут проявиться не сразу. Но самые опасные враги полипропилена – грязь, вода в месте соединения и поспешность во время монтажа. Так что при самостоятельном монтаже полипропиленовых труб следует трепетно поддерживать культуру труда.
Кроме организационных проблем и ошибок при проектировке, монтаж полипропиленовых труб не составит труда для любого человека. В наших силах повлиять и на температуру и на время соединения, так что нужна лишь внимательность и аккуратность.
Способы, которым соединяют пластиковые трубы без пайки
В квартирах и в частных домах нередко можно увидеть пластиковые трубы. Востребованность подобных изделий в последнее десятилетие обосновывается их низкой ценой, долгим эксплуатационным периодом и принципиальной невозможностью заржаветь.
Соединять пластиковые трубы между собой можно не только паяльником, но и альтернативными методами — с помощью фланцев, фитингов, муфт или путём склейки.
Особенности соединений без пайки
Соединение пластиковых труб без пайки не потребует больших финансовых расходов. И доставать где-то дорогостоящее паяльное оборудование (очевидно, что оно есть далеко не у каждого) тоже не придётся.
Стоит признать, что сам процесс пайки кажется некоторым очень сложным. Человек должен уметь правильно обращаться с паяльным аппаратом, устанавливать нужное давление и температуру, подбирать припой.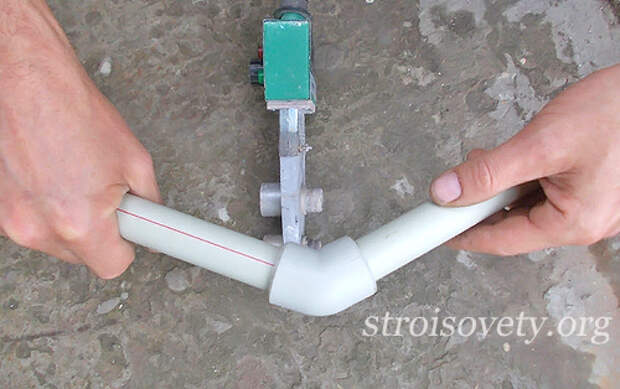 В общем, чтобы качественно спаять трубы, нужно знать действительно много нюансов.
В общем, чтобы качественно спаять трубы, нужно знать действительно много нюансов.
Есть ещё и такой вариант, как пайка полипропиленовых труб без паяльника. Для этого просто берётся паяльная паста (это продающаяся уже в готовом виде смесь флюса, порошка припоя и смазки), наносится на место соединения и разогревается. Причём вместо паяльника предлагается использовать газовую горелку или зажигалку. Но и этот способ у некоторых может вызвать отторжение, так как здесь приходится иметь дело с открытым огнём.
Представим форс-мажорную ситуацию: случился прорыв пластикового водопровода. На то, чтобы вернуть ему герметичность методом пайки, может уйти много времени. А восстановление герметичности труб, соединённых без пайки, может быть осуществлено гораздо быстрее — это действительно важное преимущество.
Соединение фитингами
Для соединения пластиковых труб без пайки очень часто используются пресс-фитинги (они же компрессионные фитинги) либо новые бельгийские пуш-фитинги, которые фактически фиксируются сами.
Стандартные пресс-фитинги обычно делаются из стального сплава или чугуна. И лучше всего их использовать для полипропиленовых или других пластиковых труб малого диаметра. Достоинством данных сантехнических изделий является то, что с их помощью можно выстраивать переходы между элементами трубопровода и соединять их под разным углом.
Чаще всего фитинги ставят на поворотах и ответвлениях пластикового трубопровода. Обыкновенный пресс-фитинг состоит из основного корпуса, крышки, втулки и двух колец: зажимного (оно расположено в специальном гнезде) и фальцевого (с его помощью осуществляется фиксация пластиковой трубы).
Если речь идёт о фитингах диаметром меньше пятидесяти миллиметров, то их допускается монтировать вручную, без дополнительных приспособлений и оборудования. И ещё одно важное правило. Пластиковую трубу следует предварительно, перед установкой фитинга, подготовить — обрезать, удалить заусенцы, очистить от пыли и обезжирить. Такая подготовкадолжна проводиться в любом случае, вне зависимости от выбранного способа соединения.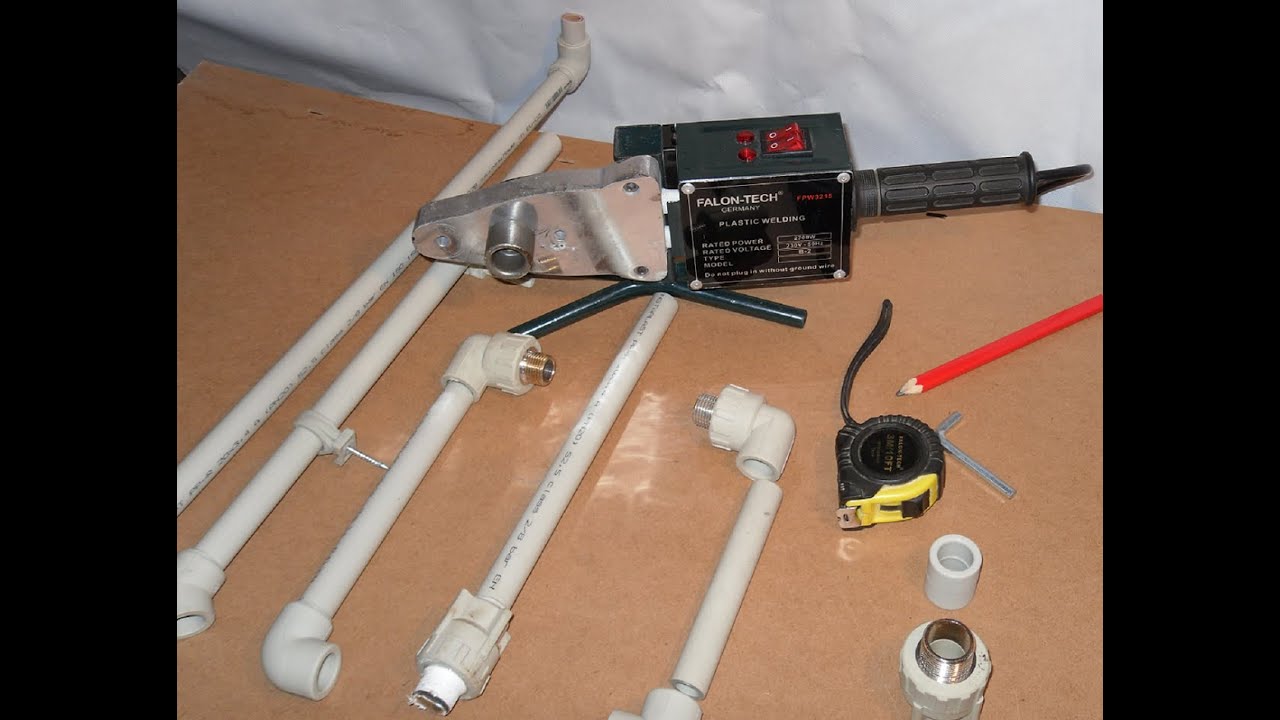
После того как пластиковое изделие будет приведено в приемлемое состояние, на него нужно установить гайку, предварительно снятую с фитинга. Далее на эту гайку надевается зажимное кольцо. Теперь можно вставить трубу в фитинг до упора и зафиксировать. Те же самые действия нужно проделать и со второй соединяемой трубой.
С использованием фланцев
Можно соединить пластиковые трубы фланцами без пайки. Такое сочленение считается очень надёжным — металлические фланцы могут стойко переносить огромную плюсовую температуру и высокое давление.
Сегодня даже в крупных по диаметру трубопроводах ставятся фланцы. Они обеспечивают действительно прочное соединение.
Фланцы для сборки бытовых пластиковых трубопроводов всегда имеют резьбу только на одной стороне. Как правило, они рассчитаны на давление 1,6 МПа. При этом в магазинах можно найти варианты фланцев с разным сечением — от 20 до 1200 мм.
Алгоритм соединения при помощи фланцев достаточно прост. В первую очередь нужно аккуратно натянуть фланец на трубу и надеть уплотнительную прокладку из резины. Прокладка должна заходить за край пластиковой трубы не больше чем на один сантиметр. Затем на эту прокладку аккуратно надвигается фланец.
В первую очередь нужно аккуратно натянуть фланец на трубу и надеть уплотнительную прокладку из резины. Прокладка должна заходить за край пластиковой трубы не больше чем на один сантиметр. Затем на эту прокладку аккуратно надвигается фланец.
На следующем этапе осуществляется стыковка с точно таким же фланцем другой пластиковой трубы. И затягивать болты здесь следует очень аккуратно. Если прикладывать слишком большие усилия, пластиковая поверхность может треснуть.
С использованием муфт
Обыкновенная муфта для пластиковых трубопроводов — это достаточно простая по своему устройству деталь. Она состоит из:
- чугунного корпуса;
- двух гаек;
- прокладок из резины;
- четырёх металлических шайб.
Муфту можно найти в ближайшем магазине сантехники, либо, если есть определённые навыки и знания, сделать своими руками. При этом характеристики муфты должны строго соответствовать размерам соединяемых изделий. Обыкновенные муфты подойдут как для напорных пластиковых трубопроводов, так и для трубопроводов без напора. С их помощью обеспечивают надежное соединение полипропилена без применения паяльника.
С их помощью обеспечивают надежное соединение полипропилена без применения паяльника.
В муфту для формирования соединения необходимо вставить концы труб так, чтобы они соприкасались в середине. Концы должны проходить через шайбы, прокладки и гайки. Потом надо плотно затянуть гайки, так, чтобы давление на прокладки оказалось достаточно сильным.
Стыковка пластиковых труб муфтой стопроцентно даёт герметичный шов даже без применения пайки. Но в определённых случаях, например, если труба имеет малую длину или примыкает непосредственно к полу (или иной горизонтальной поверхности), установить обыкновенную муфту не представляется возможным.
Для таких сложных случаев придумана зажимно-соединительная муфта. Как её использовать? Сначала нужно очистить край пластиковой трубы. Потом надо развинтить муфту и надеть на пластиковое изделие в правильной последовательности все детали крепления. Причём уплотнительное кольцо должно в итоге располагаться на расстоянии как минимум один сантиметр от края изделия.
Затем в торец пластиковой трубы нужно вставить сам корпус зажимно-соединительной муфты. А потом к этому корпусу нужно придвинуть все имеющиеся кольца и закрутить болт. А к резьбе, расположенной с другой стороны муфты, необходимо будет прикрепить фитинг «американку» с подсоединённой к нему пластиковой трубой.
Для контроля прочности соединения необходимо осторожно потянуть муфту на себя, придерживая свободной рукой трубу, к которой он прикреплён. Муфта должна оставаться неподвижной. Если же она движется, это означает, что была выбрана деталь не того размера. Именно поэтому она так плохо держится на трубопроводе. Впрочем, исправить это легко — следует лишь потуже затянуть резьбу.
Метод склейки
Трубы из пластика можно и клеить, хотя многие сантехники считают такой способ крайне ненадёжным. И поэтому на практике клей для соединения труб применяется только в комбинации с фитингами.
Перед нанесением клея трубу обрезают и избавляются от заусенцев на ней. Также с неё нужно убрать пыль и провести тщательное обезжиривание тех участков, на которые предполагается наносить клей (то есть придётся купить специальное средство для обезжиривания). Затем нужно завести трубу в фитинг, чтобы проверить, насколько хорошо они совмещаются друг с другом.
Теперь можно тонким слоем наносить клей на место будущего контакта. Сразу же после этого трубу до упора вставляют в фитинг и держат в таком положении около двух минут, чтобы клей схватился. А остатки клея, появившиеся на наружной поверхности, удаляются тряпочкой.
Клей высохнет примерно в течение 15-20 минут. Однако пускать через трубопровод воду (или что-либо другое) нужно только не ранее, чем через 24 часа.
Некоторые виды пластика (допустим, тот же полипропилен) клеятся с большим трудом. Чтобы полипропиленовые детали хорошо соединялись между собой, придётся приобретать качественный клей, специально предназначенный для этого материала.
Можно сделать вывод, что способов соединения труб из пластика без применения пайки предостаточно. Самым надежным из них считается муфтовый метод, а склейка помогает только в экстренной ситуации, и применять ее нужно с осторожностью.
Как спаять самостоятельно полипропиленовые трубы
В частном секторе стальные коммуникации уходят в прошлое, хотя от них нередко избавляются и собственники квартир в процессе капитального ремонта. Полипропиленовые трубы привлекают низкой ценой, эстетичным внешним видом, отсутствием необходимости систематического удаления ржавчины и окрашивания – словом, преимуществ их установки достаточно. А если добавить и возможность самостоятельного монтажа системы, на чем получается неплохо сэкономить, огромная популярность ППТ вполне объяснима. Зная, как их грамотно паять, можно обойтись без услуг специалиста. Тем более что такая работа никакой сложности не представляет.
Полезная информация
Чтобы пайка полипропилена была действительно безупречной, следует немного «подковаться» в плане теории.
- ППТ – общее наименование продукции. Полипропиленовые трубы поставляются на рынок в большом сортаменте, и каждая группа характеризуется особыми свойствами и спецификой применения. Покупать их по принципу «что было», «хорошо, что дешевле, чем у других» – фатальная ошибка некомпетентных людей. Даже если пайка и была выполнена грамотно, результат эксплуатации системы может и не порадовать.
- Технология основана на способности полимера размягчаться (плавиться) при повышении температуры выше порогового значения – он становится как пластилин. При ее снижении до нормальной величины полипропилен отвердевает. Причем стык получается полностью герметичным за счет молекулярных связей между трубой и фитингом. Отсюда и еще одно название такой пайки: полифузная сварка.
- Существует две технологии соединения изделий из полипропилена. Для труб небольшого сечения (до 65 мм) используется преимущественно муфтовая методика. Способ прямого контакта – для профессионалов. В этом случае трубы сочленяются напрямую прижимом расплавленных торцов. Потому и сварочные аппараты для каждой из методик применяются разные. При покупке (аренде) оборудование данный нюанс нужно учитывать.
Что понадобится для пайки полипропилена:
- Труборез или мини-гильотина. Для раскроя полипропилена нужен специальный инструмент, так как на качество пайки влияет чистота среза.
- Шейвер. Он необходим, если приходится иметь дело с армированной ППТ.
- Приспособления: угольник, рулетка, карандаш (маркер).
- Жидкость для обезжиривания рабочих участков.
Технология пайки ПП труб
В процессе нагрева полипропилен выделяет токсичные компоненты. Поэтому работы по его сварке проводятся на открытом воздухе или в помещении с эффективной вытяжкой.
Этап подготовки
- По диаметру трубы подбирается насадка на нагревательный элемент из комплекта принадлежностей.
- На регуляторе температуры «утюга» выставляется значение +260 0С.
- На конце полипропиленовой трубы производится разметка, снимается фаска, и материал тщательно обезжиривается.

Включить паяльную станцию можно заранее. О ее достаточном нагреве сигнализирует зеленый индикатор.
Сварка полипропиленовых деталей
- Нагревательный элемент «утюга» имеет 2 выступа. На один насаживается фитинг, на другой – конец трубы.
- Выдержка в течение нескольких секунд. Конкретный интервал зависит от диаметра полипропиленовой трубы (толщины ее стенок). «Недогрев» пластика чреват ненадежностью соединения ввиду плохой диффузии, а передержка влечет его текучесть. Страдает качество, а в полости образуются наплывы. Если они значительные, снижается Ду трубы, а это одна из важнейших характеристик. В инструкции к паяльной станции имеется специальная таблица соответствия диаметров и времени.
- После должного нагрева полипропиленовые «детали» снимаются с болванок и прочно стыкуются. Отвердевание расплавленных кромок тоже характеризуется некоторым временем (указывается в таблице), поэтому и здесь необходима определенная выдержка, от 2 до 5 секунд.
 Отвердевание расплавленных кромок тоже характеризуется некоторым временем (указывается в таблице), поэтому и здесь необходима определенная выдержка, от 2 до 5 секунд.
Отвердевание расплавленных кромок тоже характеризуется некоторым временем (указывается в таблице), поэтому и здесь необходима определенная выдержка, от 2 до 5 секунд.
В первые 1–2 сек можно выправить муфту для совпадения продольных осей ее и полипропиленовой трубы. Но проворачивать фитинг нельзя!
Особенности сварки труб с армированием алюминием
Для пайки ППТ с защитным слоем из стеклопластика технология, описанная выше, не меняется.
- Наличие металла в структуре ППТ требует больше времени на ее нагрев. И лучше оптимальную выдержку определить экспериментально – инструкции на паяльные станции ориентированы на однослойные, обычные полипропиленовые трубы. Пара фитингов, отходы, оставшиеся от раскроя – расходы по материалам мизерные, зато потом можно быть уверенным в качестве выполненных соединений.
- Полипропиленовые трубы с алюминиевым слоем требуют тщательной зачистки. Причина – в частом несовпадении диаметров изделий и бобышек сварочного аппарата. Вот здесь и понадобится швейер. Его надевают на конец полипропиленовой трубы и вращают вокруг оси до тех пор, пока не покажется внутренний слой пластика. Верхний и фольга срезаются ножами приспособления.
 Вот здесь и понадобится швейер. Его надевают на конец полипропиленовой трубы и вращают вокруг оси до тех пор, пока не покажется внутренний слой пластика. Верхний и фольга срезаются ножами приспособления.
Вот здесь и понадобится швейер. Его надевают на конец полипропиленовой трубы и вращают вокруг оси до тех пор, пока не покажется внутренний слой пластика. Верхний и фольга срезаются ножами приспособления.
Данная методика применима для труб, защитный слой в которых располагается ближе к поверхности. В изделиях некоторых производителей он точно по центру среза. В этом случае лучше пользоваться торцевателем. Отличие от швейера – в расположении режущих кромок.
Опытные мастера советуют сначала приобретать полипропиленовую трубу, а уже потом, в зависимости от ее модификации, приспособления для пайки.
Наиболее распространенные ошибки при сварке:
- Ненадлежащее обезжиривание конца трубы. На поверхности остаются фрагменты пленки, и качество пайки резко снижается.
- «Кривой» срез торцевой части. Он должен быть перпендикулярным продольной оси изделия.
- Неплотная стыковка фитинга с полипропиленовой трубой после нагрева.
- Попытка исправить положение детали после частичного отвердевания пластика: протечки в инженерной системе гарантированы. Даже если визуально трещину не обнаружить, при работе в коммуникации, под давлением она быстро проявится.
- Временная выдержка выбрана неправильно: недостаточный нагрев или чрезмерное расплавление полипропилена.
- Неполное удаление фольги. Кроме плохой пайки, ее «лепестки» загибаются внутрь. Со временем в этом месте образуются наслоения. А так как соединение неразъемное, придется вырезать данный участок и производить монтаж (пайку) заново. Довольно проблематично, особенно если речь о ремонте системы отопления в зимний период.
Время пайки полипропиленовых труб и отвердевания пластика не является абсолютной величиной. Оно может отклоняться от рекомендованного значения в зависимости от условий в месте работ. К примеру, если температура ближе к нулю или ниже его, выдержку увеличивают наполовину. Профессионалы советуют для точного определения параметра выполнить 1–2 тестовые сварки.
Профессионалы советуют для точного определения параметра выполнить 1–2 тестовые сварки.
Интернет-магазин alfatep.ru предлагает полипропиленовые трубы лучших марок по цене производителей, а также оборудование и расходные материалы для их пайки. В разделе сайта «Контакты» или по телефону 8 (495) 109 00 95 можно получить квалифицированную консультацию по порядку монтажа инженерной коммуникации, а также оставить заявку. При необходимости специалисты технической службы разработают проект системы и выполнят весь комплекс работ с высоким качеством. Гарантируем оперативную доставку товара клиенту нашими силами независимо от региона проживания. Делаем значительные скидки, предоставляем кредиты на льготных условиях – обращайтесь, останетесь довольны.
Мой Сити
Мой Сити
перейти к содержанию
- Hur man rengör och stek kambal
- Алиса, där jag är — bestämma min plats
- Varför hustrun ger inte sin man — vad man ska göra om fruen integer
- Дракон Эндерэгг
- Hur man gör möbler för dockor, material, inredning, enkla verkstäder
- Översätt en decimalfraktion i en vanlig fraktion
- Varför det är omöjligt att äta for natten: Fördelarna och skadan på sen middag
- Top bättre medel för hosta. Бетыг ав эффекта оч биллига хоста дрогер 2019
- Mängden minne 1 GB или нет mycket?
- Hemligheter av perfekt älskarinna
- 13 Bästa lampor h5 — Betyg 2021 — Topp 13
- Vad ska man göra om iPhone tappas i vattnet: torrt eller attribut for att reparera
- Hur man gör en bra trådvridning «Webbplats för elektriker — Tips, Exempel, Scheman
- Hur man bygger ett в Excel enligt bordet — Excel Hack
- terställ fjärrfiler на Android: от enkel до komplex
- Hur man ritar en fasad penna tårta (59 изображений) — lätta masterklasser för att dra tårta
- Figur av celler i bärbara datorer för nybörjare — 100 Lungor och små ritningar
- Stående tecknade grunder.Дозатор оч винклар.
- Betalningssystem hjälper.
- Hur man väljer en hemlighet på hjulen av expertråd
- Hur man vindar ditt hår hemma: Hur man gör Curls Girl för en matinee och en annan semester, liksom det säkra att fixa håret hos barn
- Steg-för-steg-handbok for att konfigurera digital-tv.
- Hur man väger mjölet. Vägrande mjöl utan vikter med en glassked. Видео Hur Man Mäter Mjöl Och än Steg Bypass foto
- Hur man beräknar summan av vissa celler i Excel.Белопп Формель, Funktionsbelopp, Avosumma i Excel
- 100 söta och lätta frisyrer med steg-för-steg-Instruktioner
- Hur man väljer Kinder Surprise Обложка: Hur man hittar den önskade leksaken och ta reda på vilken typ av kinder med en seriell leksak
- Таблетер Preventivt: Hur man väljer och tar
- Allt du ville veta с тампонгером
- Vi gör en natal karta utan астролог!
- Hemlagad diskågverk med motor: Monteringsteknik, Schema, Video
- Justera plastfönster själv med egna händer — myProfNastil
- Hur man kommer ut ur svart hår i en blonde, блондин, med tvätt
- Minska aptit: Симптом, скел, поведение
- Загрузчик верхнего уровня (загрузчик) для Android.Это загрузчик или загрузчик с фабричным обновлением загрузчика для Android.
- Hur man botar brännskador beroende på graden av skada
- Förlängning DMG Hur öppnas? 3 года
- Baba Jaga kostym Gör det själv — hur man gör karnevaldräkter för barn och vuxna
- Vad är hestaeg och hur man använder dem på sociala nätverk
- Hur man lagar bönor snabbt: Tips och rekommendationer
- Hur manffektivt kan gå ner i vikt inom benen — Clinic Dr.Брцевко
- Användbar artikel om EPC for ägare av vag — FamilyService på Drive2
- Så här avbryter du Apple-prenumerationen — Служба поддержки Apple
- Hur man lagar patties в угнен: Bästa рецепт
- Hur man ritar en stjärna — Instruktion Hur vacker att rita en jämn stjärna med egna händer (мастер-класс для сарая)
- Hur man vävar ett armband av gummi på en gaffel: Scheman med bilder och video
- Kön och orgasm hos djur.
- Nyckelord: 77 изображений) — Steg-för-steg Простые мастер-классы для att skapa en nyckel
- Som en tjej att erövra en man och göra det själv.Vad behövs för detta?
- Bra dröm: hur snabbt somnar och sover hårt
- Тарифы Аэрофлота: Расшифровка по бокнингсклассеру
- Hur bli av med löss och Gnid på bara 1 dag: Topp 20 bästa sätt
- Рагу из свинины i tryckkokare — steg-för-steg рецепт с медом для приготовления пищи
- Kontokontroll (UAC) в Windows 7, 8, 10 и Server 2012: Så här inaktiveras du
- Högskolor • Stor rysk encyklopedi — Электронная версия
- Top bättre medel för hosta.Бетыг ав эффекта оч биллига хоста дрогер 2019
- Vad händer om du är uttråkad hemma? 120 гусей для подола
- Hyresferie i samband med Coronavirus: Vad är hyresferie och hur man utfärdar — Nyheter i T,
- De bästa 4 sätten att rulla valnötter och hasselnötter är inte nutocol.
- Все вместе в GTA Online
- ≡ Hur man vinner en mans man? ᐈ Karaktär på tecknet på horoskopet
- Hur man lär sig att mantel: Metoder för att ställa in andelen «R»
- Vad är sanddyner och veganer? Hur bildas de?
- Hur man lagar biffens njurar längs en enkel och förståelig accept?
- Nya videokanalkålkatter, titta på nätet
- «Даг Ике-бога.»Varför räddar folk fredag 13: e?» — Rambler / Nyheter
- Hur man sätter bakgrunden i stime i profilen: инструкция
- Narkotiska förgiftning, symtom
- Burning Bake med egna händer: Мастер-класс по приготовлению
- Айран — egenskaper, fördelar, skada, kalori, näringsvärde, витамин
- Фото со стока — 70 Фото из полных фотографий с видео
- Кольский полуостров — Sevärdheter som ser vart man ska åka
- Byggande av ljusa aeroser med egna händer för vinterfiske
- Мастер-класс «Mamina Treasure» Steg for steg: Box med foton och video
- Vad är bättre att välja: Parktronic eller bakifrån kamera?
- Vad är bättre: diesel eller bensin? Vilken bil väljer
- Hur man lär sig att prata vackert
- Hur man blir polis в GTA 5, spelar en polis в GTA 5
- De främsta orsakerna till snabb batteriladdning
- Установщик Kali Linux на
- Vi gör en slutsåg med egna händer
- Vad är OTA-uppdateringar och vad behövs de för?
- Торт «Медовик» — steg-för-steg рецепт med bilder på kocken.ru
- Instruktioner, hur man ansluter lampan Gör det själv: Steg för steg Guide + изображения от proffs
- Hus gör det själv: Välj billiga material
- Fånga gädda: detaljer om fiske på gädda, årstider, metoder
- Rening av blod av folkmekanismer hemma. Прием и продукт — Jag är frisk! — медиаплатформа mirtessen
- För vilket du behöver ett landskap och vad du ska laga mat i det: Skillnader från stekpannan
- Бонусный билет на Austin Karta: Kontrollera och använda
- 10 рецептов с вилкен ногон кан клара ав лившиндер
- Hur man lagar en läcker blomkål i en panna — 9 matlagningsrecept
- Vad är arbetet med klockmetoden: Fördelar och lagstiftningsfunktioner
- Går bort — vad är detta ämne och risken för dess användning
- Диски с камерой: фото, видео и дизайн Beskrivning
- Hur är det skrivet «aldrig» eller «niraza», ponny eller separat?
- Varför är jag ensam: Klassiska Ensamma kvinnliga fel
- Så här slänger du av presentationen på USB-flashenheten — den mest användbara informationen
- «Sade» hur är ordet skrivet korrekt?
- Hur man rengör kammen hemma från hår och smuts (массаж, äkta borstar och andra)
- Så här installerar du Windows på en dator från en flash-enhet — Подробный инструктор
- Prostata.Vad det är, och hur hennes hälsa påverkar herrens Ferrenitet * Клиника Диана и Санкт-Петербург
- Metoder for att öppna och skydda Windows PVC от взлома от gatan
 Бетыг ав эффекта оч биллига хоста дрогер 2019
Бетыг ав эффекта оч биллига хоста дрогер 2019Схема

Сварка пластика паяльником
Когда пластиковый корпус предмета треснет или разбивается на части, большинство людей просто покупают новый; однако пластик чрезвычайно пластичен, его довольно легко расплавить и снова прикрепить паяльником. Хотя отремонтированный объект не будет выглядеть так, как когда он был новым, с практикой вы можете сделать гладкие пластиковые сварные швы, которые не являются косметически очевидными.
Использование паяльника для сварки пластика не ограничивается ремонтом: вы можете сваривать пластик для производства и даже в художественных целях. Вам не нужно выходить и покупать комплект для сварки пластика, если у вас уже есть паяльник или станция — вы можете начать сварку пластика уже сегодня. Давайте посмотрим на процесс.
(Примечание. Перед тем, как сделать первый сварной шов, вы можете поэкспериментировать с ломом пластика, чтобы узнать, как долго вам нужно прижимать паяльник к определенным точкам пластика.)
Начните с тщательной очистки пластика с мылом и обезжиривающим средством, даже если он не выглядит грязным. Отшлифуйте края пластика, чтобы они не зазубрились. Затем вы подключите паяльник и дайте ему прогреться, что займет всего несколько минут.
Сожмите два куска пластика вместе и удерживайте их в этом положении, проводя паяльником по шву, пока два куска пластика частично не расплавятся. Пока кусочки пластика еще горячие и подвижные, отрегулируйте их так, чтобы они максимально подходили друг к другу.
Вы можете усилить сварной шов, добавив в шов небольшие кусочки пластика, в идеале тонкие полоски. Затем полностью расплавьте эти кусочки пластика, надавливая на них наконечником паяльника, пока они не станут жидкими. Распределите расплавленный пластик плавно по длине шва с помощью жала паяльника.
Последний шаг — пройти по шву и окружающему его пластику паяльником быстрыми плавными движениями. После того, как вы немного попрактикуетесь в этой технике, вы сможете создать ровный, гладкий пластиковый сварной шов.
Сварка труб | Сварка пластмасс | Сварка пластиковых труб
Какие пластмассы можно сваривать?
Растворы для сварки пластмасс обычно выполняются с использованием следующих материалов на основе полимеров:
- Политетрафторэтилен, эластичный, стабильный и способный выдерживать воздействие агрессивных химикатов.
- Поливинилхлорид, легкий и жесткий, а также известный своей прочностью и огнестойкостью.
- Хлорированный поливинилхлорид, известный своей способностью выдерживать высокие температуры.
- Полипропилен, известный своей эластичностью и высокой химической стойкостью.
- Полиэтилен высокой плотности, известный своим широким соотношением прочности и плотности.
- Поливинилиденфторид — прочный и прочный пластик, известный своей способностью противостоять агрессивным химическим веществам.
Что лучше всего связывает пластик с пластиком?
Связующий агент, используемый для приклеивания пластика к пластику, зависит от типа используемого пластика. Некоторые пластмассы лучше реагируют на химическую связь с растворителем, в то время как другие пластмассы лучше реагируют на тепловую связь.
Можно ли сваривать разнородные пластмассы?
Опять же, это зависит от типов используемых пластмасс и процесса их склеивания. Как правило, не рекомендуется сваривать два разных пластика, поскольку они могут не создавать такой прочной связи, как два одинаковых пластика.
Насколько прочны сварные швы?
Термопласты, будучи чрезвычайно универсальными, позволяют создавать прочные и долговечные сварные швы. Некоторые пластмассы имеют более медленное время разрушения, чем металлы, поэтому в зависимости от проекта и конечного использования компонентов мы порекомендуем решение, которое обеспечит долговечность сварных швов.
Как обычно используются сварные пластмассы?
Сварные пластмассы находят тысячи применений. Например, вы можете использовать сварные швы в медицине для транспортировки газов и химикатов через малогабаритные жизненно важные компоненты.
Использование пластиковых сварных швов позволяет избежать осложнений, связанных с коррозией металлических компонентов транспортируемых материалов. Вот почему мы видим, что сварка пластмасс наиболее часто используется в этих отраслях:
Можно ли сплавить пластик вместе?
Да, пластик можно сплавить вместе, если два куска пластика сделаны из одного и того же материала.Однако «плавление» пластмасс не обязательно то же самое, что их сварка.
Можно ли сваривать пластмассы с помощью паяльника?
Использование паяльника для сваривания двух пластиков вместе не рекомендуется, так как образующаяся связь, вероятно, будет слабой и бесполезной для транспортировки большинства жидкостей, газов или других химикатов. Вы не получите прочного соединения с помощью паяльника, поэтому мы не рекомендуем это делать.
Десятилетия опыта в сварке пластмасс
Если вам нужен опыт в производстве пластмасс, это одна из наших специализаций уже более 30 лет.Наша команда экспертов прошла перекрестный тренинг по сварке пластмасс и металлов, что означает, что мы предложим квалифицированное руководство по вашему следующему проекту.
Как паять пластиковые трубы паяльником. Как правильно паять полипропиленовые трубы как использовать утюг для полипропиленовых труб
Пластиковые полипропиленовые водопроводные трубы пользуются все большей популярностью в том числе потому, что технология монтажа очень проста и доступна для самостоятельного исполнения.
Но для этого нужно уметь паять полипропиленовые трубы, ведь это основная операция, определяющая долговечность всей системы.
Монтаж внутренней разводки пластиковых труб Это довольно простой, но достаточно трудоемкий процесс, поэтому, прежде всего, нужно понять, как паять полипропилен.
Свойства полипропилена
Один из многочисленных материалов из семейства пластмасс — полипропилен — продукт полимеризации двух газов: этилена и пропилена, смешанных в определенной пропорции.В результате получаются гранулы, из которых методом экструзии получают различные продукты.
Изделия для водоснабжения изготавливаются из пластика марки ППР со следующими характеристиками:
- Диапазон рабочих температур от -10 до +90 градусов;
- плавление пластика начинается при 149 градусах;
- номинальное давление от 1,5 до 2,5 атмосфер.
Вышеуказанные параметры подходят для холодного водоснабжения, но необходимость характеристик более широкого спектра очевидна.Поэтому для их улучшения используются определенные технологические приемы.
Одно из них — армирование стен стеклопластиком или алюминием. Для этого поверх готовой трубы накладывается слой стекловолокна или алюминиевой фольги, а затем наносится еще один слой полипропилена.
Такая конструкция позволяет получать полипропиленовые трубы, пригодные даже для использования в системах отопления и горячего водоснабжения.
Радикальным способом армирования полипропиленовых изделий является установка металлической прослойки.Для этого используется алюминиевая фольга в виде полосы.
Намотывается по винту в клеевом слое, второй клеевой слой наносится поверх металлической фольги. Уличные укрытия изготовлены из того же полипропилена.
Такие изделия подходят для использования в системах водоснабжения с высоким давлением до 6 атмосфер.
Какие изделия из полипропилена выбрать
Для малоизвестных сетей холодного водоснабжения наиболее практичными являются изделия PN16. Они легко выдерживают давление до 2 атмосфер при температуре до +40 градусов.Этого достаточно, чтобы выдержать нагрузку водопровода в частном доме или системы полива в теплице или саду.
Посмотреть видео
Более стойкие к различным воздействиям полипропилена PN20 изделия, которые считаются универсальными и могут применяться, в том числе, для обогрева с температурой теплоносителя до 95 градусов.
Но самые надежные Трубы PN25 самые надежные. Трубы, армированные алюминием или стекловолокном, являются самыми надежными.
Оборудование для монтажа полипропилена
Водопроводные трубы полипропиленовые имеют свои особенности с точки зрения технологии сборки, определяемые свойствами исходного материала.Перед тем как паять трубы из полипропилена, нужно приобрести для этого специальный инструмент.
Набор не очень обширный, но в нем есть приспособления, которые используются только для этого процесса:
Ножницы для резки изделий из полипропилена. Они нужны для того, чтобы обеспечить строго перпендикулярный срез. Если в месте сопряжения при пайке образуется зазор, возникает вероятность герметичности соединения.
Shawer — Устройство для зачистки поверхности изделий перед пайкой.Без этого приспособления пайка полипропиленовых труб, армированных любыми материалами, невозможна. Дело в том, что пайка полиэтилена — это диффузионный процесс, при котором происходит взаимное проникновение расплавленного материала.
Естественно, алюминий или стекловолокно для этой цели не подходят. С помощью этого инструмента вы также можете снять фаску под углом 45 градусов на концах соединяемых деталей, чтобы облегчить стыковку во время процесса пайки.
Конструктивные решения для данного приспособления, поэтому при покупке инструмента предоставляется широкий выбор.
Паяльник. Основные средства, применяемые при пайке полипропиленовых водопроводных труб. В его основе лежит плита, на которую крепятся сменные втулки различных размеров. Эти пары насадок — одно для фитинга, второе для трубы.
Соединяемые детали устанавливаются на сменный инструмент. Включение производится на ручке прибора, там установлен терморегулятор. Время нагрева сопрягаемых частей от 6 секунд и более.
Обычно инструмент включает отвертку для установки сменного инструмента, маркер для разметки, рулетку для выполнения измерений.
Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к монтажу электропроводки во многом определяет ее работоспособность и долговечность.
Посмотреть видео
Кроме того, одной из основных задач данных мероприятий является просчет реальной потребности в элементах водоснабжения.
Выбрать схему подключения
В настоящее время распределены по основным цепям трубопроводной разводки:
Тройник. — С его помощью каждый водопотребитель подключается к центральной трубе, подключенной к стояку. Для этого используются тройники.
Недостатком такой схемы является то, что при открытии нескольких кранов Давление в подающем трубопроводе резко падает и расход воды в каждом из них уменьшается. Особенно страдают точки разбора, удаленные от стояка.
Второй минус — при необходимости в текущем ремонте придется на это время отключить всю схему водоснабжения.
Чайные схемы используются в квартирах или небольших частных домах. Из плюсов можно назвать простоту монтажа и относительно небольшой расход материалов.
Коллективная схема подключения . Этот способ формирования водопроводной сети заключается в том, что подводящая труба проводится к топографическому центру водопровода и заканчивается гребенчатым набором.
Гребень представляет собой короткую насадку с установленной на ней резьбой с шаровым краном. Таким образом, формируется распределительный узел, от которого производится разводка до точек потребления.
В результате можно перекрыть любую точку водопотребления отдельно. Остальная часть системы продолжает работать в обычном режиме с тем же потоком воды.
Температурные режимы работы
Производители продукции для водопроводных труб декларируют максимальную температуру теплоносителя 95 градусов.Однако физические свойства материала несколько отличаются от этого показателя.
Размягчение полипропилена начинает проявляться при температуре около 140 градусов, плавление происходит при 175. Учитывая эти параметры, можно сделать вывод, что данный материал подходит для любых труб отопления, кроме пара.
Рабочая температура по ступеням ровно 175 градусов.
Казалось бы, что может быть лучше? Но особенность материала в том, что от температуры 135 градусов он начинает размягчаться .Проводка начинает экономить, тонет и в конечном итоге возникает разрыв.
Производители полипропиленовых труб официально декларируют существенно более низкую допустимую температуру, желая застраховать свою продукцию и сделать ее более долговечной.
Следует отметить, что в правильно обустроенном жилище с достаточной теплоизоляцией стен такой рабочей температуры вполне достаточно.
Следует отметить, что в системах отопления целесообразно использовать армированные полипропиленовые трубы с рядом преимуществ:
- Устойчивость линейного расширения элементов водопровода под действием термических и механических нагрузок.Они выдерживают давление до 10 атмосфер без заметных изменений.
- Срок службы армированного трубопровода, постоянно находящегося под давлением при повышенной температуре, превышает аналогичный показатель невооруженных изделий.
- Температура плавления у этих и других продуктов одинакова, но при равных условиях труба без армирования разрушается, но не армируется.
Как паять трубы из полипропилена своими руками
Процесс пайки полипропиленовых изделий несложен и поэтому получил широкое распространение в технологии монтажа водопроводных труб систем холодного и горячего водоснабжения и отопления.
Однако есть некоторые тонкости, которые нужно знать и учитывать в своей работе.
Как решить метод диффузии — инструкция к шагам
Процесс пайки основан на оплавлении поверхности детали на определенную глубину. Если в таком состоянии соединить две части и охладить их, то материал возвращается в исходное состояние и принимает исходную структуру.
Посмотреть видео
За это время расплав успевает растянуться, создавая монолитный материал на всю глубину проникновения.В физике это называется диффузионной сваркой.
Соединение предполагает выполнение следующих технологических операций:
- Отрезать специальными ножницами трубу необходимой длины.
- Снимите фаску под углом 45 градусов с обоих концов.
- Очистить загрязнения и обезжирить поверхности заготовки снаружи и фитинга внутри.
- Установите на паяльник насадку необходимого размера.
- Включите паяльник и прогрейте детали за время, указанное в инструкции.
- Снимите детали с паяльника и установите их в нужное положение. Держите, чтобы полностью остыть.
Необходимо уделять пристальное внимание соблюдению времени нагрева. Для получения качественного компаунда необходимо, чтобы под слоем расплавленного пластика оставалась твердая основа. Это позволит элементам стыковаться коаксиально. Если детали перегреваются и пластик размягчается на всю толщину, соединить их будет невозможно, они просто уснут.
Из приведенной выше таблицы понятно, сколько времени необходимо для качественного прохождения каждого этапа сборки.Как видно, условия довольно тяжелые.
Выполняя пайку своими руками, важно перед началом работы построить несколько тестовых переходов, чтобы проверить срок службы временных материалов.
Также необходимо обратить внимание на точность установки в осевом направлении при соединении деталей между собой. Время на контроль и исправление останется несколько секунд.
Посмотреть видео
При какой температуре пайка полипропиленовых трубок в конструкции сварочного аппарата важно соблюдать рекомендации по времени нагрева деталей.Этот показатель зависит от мощности инструмента, которая в разных моделях может отличаться.
Как припаять муфту (развальцованную)
Этот метод соединения используется для соединения изделий с целью исключения прямых участков. Для этого используйте штуцер муфты.
Посмотреть видео
Устанавливается на конец трубы пайкой, после чего припаивается внутренняя часть детали. Пайка производится по описанной технологии.
Fuerate method
Чаще называют сваркой. Принцип работы остался прежним — плавление материала, сжатие двух концов в специальном механизме, охлаждение. Такой способ стыковки используется для изделий диаметром более 63 миллиметров.
Концевая стыковка по этой технологии может успешно применяться в полевых условиях. Как именно паять трубы полипропиленовые домкраты?
Для этого необходимо предварительно механически обработать торцы, обеспечив абсолютную параллельность заклинивавших концов.
Посмотреть видео
Как припаять армированный полипропилен
Армирующий слой, укрепляющий структуру полипропиленовой трубки. Создает специфическое препятствие стыковке отдельных деталей. Усиливающая вставка предотвращает диффузию материала, в результате чего соединение становится ненадежным.
Посмотреть видео
Единственный способ обеспечить надежное соединение — удалить армированный слой. Снятие внешнего и армирующего слоя производится специальным инструментом — шуером.
После зачистки верхнего слоя необходимо тщательно удалить заусенцы и очистить поверхность от загрязнений, после чего можно производить пайку по указанной выше технологии.
Чтобы понять, при какой температуре паяется армированный полипропилен, необходимо иметь в виду, что его структура ничем не отличается от обычных труб и режимы пайки такие же.
«Холодная сварка» полипропиленовых компаундов
Двухкомпонентный эпоксидный состав под этим названием приобрел определенную популярность благодаря своей эффективности.Привлекает простотой использования — достаточно выкурить комок состава и нанести на склеиваемые поверхности. Время отбраковки смеси около 10 минут, полного схватывания — около часа.
Физические свойства Клеевой состав не позволяет использовать его в системах горячего водоснабжения или отопления. Подходит только для монтажа водопровода.
Соединение полипропиленовых труб электролитическим способом
Этот способ монтажа широко применяется в промышленности.В этом случае для выполнения стыков используются электрофининги. В корпус детали при ее изготовлении устанавливается ТЭН.
Установка системы производится без пайки, но каждый штуцер подключается к источнику питания. Только по окончании выполнения разводки на него подается напряжение.
Под действием тока ТЭН расплавляет сопрягаемые детали до необходимого состояния, отключение происходит автоматически. После охлаждения частей вся сеть или ее локальный участок готовы к работе.
Посмотреть видео
Использование такого способа установки значительно увеличивает производительность и исключает личный фактор при выполнении работы. Поэтому качество подключений стабильно для всей водопроводной сети.
Такая технология позволяет качественно производить сборку элементов трубопроводов в труднодоступных местах.
Пайка труб на сложных участках
При сборке водопровода или системы отопления сложной конфигурации могут возникнуть проблемы с доступом к месту пайки.Как паять полипропиленовые трубы в труднодоступных местах?
Посмотреть видео
В процессе подготовки необходимо условно разбить всю сеть на отдельные узлы, которые можно подключить к верстаку, после чего готовые ответвления ввариваются в систему в двух-трех точках. Сложными для монтажа участки можно считать:
- трубопроводов под потолком;
- в местах, где невозможно разместить паяльник.
Лучший способ избежать сложностей в этом случае — не допустить их возникновения. Для этого нам нужно учитывать порядок сборки, изготовления сложных узлов на верстаке, а не на руках. Если это невозможно сделать, лучше использовать электрофинги.
В общем, появление затруднений такого рода является следствием ошибок проектирования. Технологичность монтажа — главное условие для дизайнера.
Крепление седла в водопроводной системе
Этот элемент трубопровода используется для создания дополнительной розетки, и необходимость его установки возникает, как правило, при ремонте активной проводки.
Посмотреть видео
В трубе большего диаметра припаивается меньший фитинг, позволяющий установить ответвление от действующей разводки под углом 90 градусов.
Для этого нужно:
- В стенке действующей трубы мастером необходимо просверлить отверстие нужного диаметра Убрать заусенцы и выполнить фаски.
- Подходящие детали прогреваются паяльником по традиционной технологии.
- Седло (фитинг) плотно устанавливается в отверстие в трубе.
Такой способ создания дополнительных разветвлений в водопроводе из полипропиленовых труб позволяет продолжить развитие сети с наименьшей трудоемкостью.
Знание того, как правильно паять полипропилен, позволит без труда монтировать трубопроводы любой длины и степени сложности.
Видео Как выбрать сварочный аппарат для полипропилена
Посмотреть видео
Записи
Настолько практичны в применении, что заняли практически всю нишу по доле продаж, вытеснив традиционный металл. Связано это в первую очередь с первыми характеристиками труб ПНД.
В некоторых странах с трубами малого диаметра в закрытых помещениях так далеко и дошли.
Но паять армированные полипропиленовые трубы легко и экономически выгодно.
Необходимые инструменты
Для пайки полипропиленовых труб своими руками потребуется т.н. Это специальные соединительные элементы, часто угловатой формы.
Они различаются по форме.
Выходят разные материалы, однородные или несколько, например металл с пластиком. И применено в разных работах:
Но надо учитывать, что резьба часто течет, и пайка — лучшее соединение. Нити иногда пломбируются средствами.
Ножницы бывают двух видов, в зависимости от диаметра. Иногда используется шейер и фальшивка.
Сварочный аппарат представляет собой конструкцию с различными отверстиями.
В эти отверстия разного диаметра крепятся специальные насадки для пайки. В комплект входят различные насадки со специальным покрытием, за которым следует тщательный уход.
Есть несколько типов устройств, рассчитанных на разную мощность. Соответственно на разных диаметрах. Температура работы регулируется специальным переключателем.
Shawer — специальное приспособление для снятия армированного слоя с поверхности концов.
Для очистки от ненужного пластика и выравнивания используется выравнивание.
Подготовительные работы
Перед тем, как приступить к пайке, необходимо составить предварительный проект.
В нем должны быть видны все стыки и длины сегментов, а также предписаны крепления к поверхностям. Такая работа снизит вероятность ошибок.
Также рассчитать необходимое количество материала .Если они сделаны по аналогии со старыми системами, они бесплатны.
Prepaid изготавливаются из заготовок — отрезают трубы необходимой длины. Для этого к расстоянию между фурнитурой прибавляется 30 мм. Затем разрежьте специальными ножницами ровно под 90 градусов. Затем крепится штуцер и отмечается расстояние. Продольная разметка помогает соединять элементы трубы по осям.
Когда проданы армированные трубы На концах расположены шейдеры для очистки поверхности. Крепеж сделан такого диаметра, что без верхнего слоя будут укладываться только трубы.
Как паять полипропиленовые трубы .
- Аппарат заводится и включается. Важно подготовить место для работы, чтобы оно ни на что не отвлекало. Его нужно постоянно включать.
- Концы труб обезжириваются и очищаются от мелкой пыли и мусора. Соединительные элементы можно мыть водой.
- В специальное отверстие паяльника вставляется подходящая насадка.
- Установлена необходимая температура.И греется аппарат минут десять. О готовности сообщит индикатор.
- Элемент медленно и аккуратно надевается на насадку.
- Для нагрева необходимо выдержать паузу. Чем больше диаметр, тем дольше нужно ждать. Время от 4 до 10 секунд.
- Далее этот элемент быстро снимается и надевается на трубу. Здесь помогут продольные и поперечные наклейки.
- Шов осматривает. Качественный шов обычно ровный и аккуратный.Не должно быть складок. Допустимый сдвиг — это толщина одной стены.
- После этого трубы необходимо сохранить. Вы не можете их тренировать или.
- Если во время процесса что-то пошло не так, то исправить ошибку можно только разрубив неправильное соединение.
- При пайке крана необходимо расположить его так, чтобы ручка могла поворачиваться во все стороны.
На самом деле процесс пайки довольно простой. При этом должны соблюдаться технологии.
Как паять полипропилен, вы можете посмотреть на видео. Работу лучше проводить в перчатках.
Трубы прочно входят в каждый корпус. Их универсальность дает возможность прокладывать водопровод не только в домах, квартирах, но и на дачных участках.
Использование таких элементов для системы отопления также является одним из самых популярных направлений. Чтобы работы были выполнены качественно, следует изучить правила и секреты пайки полипропиленовых труб.И оно того стоит при изучении характеристик и особенностей материала.
Виды изделий из ПП
Есть несколько исполнений. Отличить их можно по маркировке, нанесенной по длине изделия:
- ПН-10. Применяется для систем со слабым давлением не выше 1 МПа и температурой не выше 45 ° С. Как вариант, устройство водяного теплого пола.
- ПН-16. Давление в такой системе не должно быть выше 1.6 МПа, а температура не более 65 ° С. Применяется для подачи холодной воды.
- ПН-20. Один из самых популярных видов. Используется для нанесения горячей и холодной воды. Давление в такой системе может быть до 2 МПа, температура — до 80 ° С.
- ПН-25. Используется в системах отопления. Давление в системе до 2,5 МПа, температура до 95 ° С.
Для частного использования используются трубы диаметром от 16 до 110 мм.
Цвет товара на отдельные характеристики не влияет.Чаще всего встречаются изделия в белом исполнении. Исключение составляют черные трубы. У них есть дополнительная защита от ультрафиолета.
Сложно сделать своими руками? Инструкцию по работе нужно строго соблюдать, в остальном процесс не будет сложным. Для труб существует целый перечень фитингов, которые также следует изучить.
Достоинства и недостатки изделий из ПП
Такие системы имеют достойный список достоинств:
- Долговечность материала.Срок службы до 50 лет. Это достигается отсутствием коррозионных процессов.
- Экология. Качественный материал — гарантия безопасности для здоровья человека.
- Возможность спрятаться в коробке под плиткой. Это достигается за счет прочности и герметичности системы.
- Эстетика. Даже на открытой трубе трубы смотрятся аккуратно.
- Практически не образует рейда внутри системы. Это достигается за счет гладкой внутренней поверхности.
- Легкость конструкции.
- Простые монтажные работы.
- Универсальность за счет большого количества соединительных элементов.
- Не проводить ток.
- Из такого материала система менее шумная.
- Не подлежит замораживанию. Имеет хорошие
К недостаткам можно отнести то, что будет некачественный материал.
Разновидности пайки
Есть два типа подключения — гнездо и в дураку. Состав по первому варианту при высоких давлениях в системе может не выдержать.Поэтому самый популярный и простой способ — это подключение к розетке с помощью арматуры и специального сварочного аппарата. Как показывает его инструкция, это должно выполняться с точным соблюдением технологии.
Тогда качество системы будет соответствовать всем требованиям и сможет прослужить до 50 лет.
Типы арматуры и их особенности
Эти системы имеют большой перечень соединительных деталей, что позволяет наиболее эффективно произвести электромонтаж:
- Угол 45 ° и 90 °.С их помощью можно развернуть систему от 45 ° до 135 °. Может быть с резьбой и без нее.
- Адаптеры бывают двойные, тройные, на четыре направления. Эти версии также присутствуют с вариантами резьбы.
- Опоры. Допускается при пайке системы обходить места пересечения труб.
- Компенсаторы. Посмотрите петлю. Их устанавливают для стабилизации давления в системе. Это значительно продлевает срок службы трубопровода. Можно собрать вручную при помощи фурнитуры, но дешевле купить готовый вариант.
- Краны и арматура. Запорные элементы, используемые при эксплуатации трубопровода.
- Заглушки. Для ремонтных работ, например, ванной, часть труб проедают до облицовки конца плиткой. Это помогает избежать засора до запуска сантехнического оборудования и потоков воды.
- Крепежные элементы. Позволяют крепить трубы к поверхностям.
Подбор труб и фитингов к ним
В первую очередь следует перетянуть схему подключения для правильного просчета материала.
Далее анализируются характеристики соединения. Как уже упоминалось ранее, модели PN 20 могут использоваться для подключения холодной и горячей воды, PN 25 — для системы отопления. Обычно продаются трубы длиной от 2 до 4 м или бухтами.
В инструкции по пайке сказано, что фитинги подбираются с учетом требуемых параметров и должны совпадать с наружным диаметром труб.
Инструмент для работы
Потребуется следующий перечень:
- Сварочный аппарат для полипропиленовых труб с насадками;
- рулетка;
- маркер;
- резак специальный;
- стенд под оборудование;
- шнур для переноски или удлинитель;
- перчатки защитные;
- инструкция.
Пайка должна происходить после ознакомления с технической документацией на оборудование.
Сварочный аппарат для изделий из ПП
Как правило, такое оборудование продается в отдельном чемодане. В комплекте:
- Резак для полипропилена. Иногда необходимо покупать это средство отдельно, так как в комплекте может быть некачественное.
- Насадки для труб разного диаметра.
- Сам сварочный аппарат.
- Ключи для установки форсунок.
- Инструкция. Пайка полипропиленовых труб, а также уход за оборудованием должны происходить согласно данной технической документации.
Инструкция — Подготовка к работе
Для сварочной системы температура окружающей среды должна быть не ниже пяти градусов.
При данной наружной работе нельзя заниматься в сырую погоду.
Трубы, фитинги расположить так, чтобы они не мешали работе, но в то же время должны иметь легкий и быстрый допуск.Снимите резак и положите рядом с материалом.
Сварочный аппарат достают из упаковки. Выберите нужные насадки. Один должен быть дорн, второй рукав. Первый используется для утепления внутренней части фитинга, второй — для внешней стороны трубы. Устанавливаем на оборудование и фиксируем. Аппарат ставим на подставку. Подключаемся к сети, выставляем требуемый температурный режим (Обычно 260 ° С), включаем. Проследить так, чтобы сварочная поверхность не соприкасалась.
Как указано в инструкции, пайку полипропиленовых труб следует проводить только после полного прогрева аппарата.Для этого на фурнитуре сделаны кнопки с подсветкой и при полном прогреве индикатор гаснет.
Пайка трубок имеет несколько этапов, которые позволяют добиться идеального результата:
- Отрежьте трубу нужной длины. Прокрутите, чтобы сделать гладкий, немытый. Для этого используется резак. Он должен быть острым, лезвия не должны свешиваться.
- Очистите края от заусенцев и пластиковой крошки. Обезжирьте поверхность. Если внутри вода — протрите тряпкой. В любом случае фитинг и труба на разрезе должны быть чистыми и сухими.Если будет использоваться армированная фольгой деталь, с нее должен быть удален верхний слой. В противном случае пайку осуществить не удастся.
- Элементы трассировки. Сделайте на трубе линию для плавного соединения. В принципе, это необязательная процедура. Зависит от опыта сварщика.
- Когда происходит пайка полипропиленовых труб, инструкция должна быть уже изучена, включая раздел безопасности.
Процесс сварки удобнее будет делать вдвоем, но можно и одному.
Для этого снимите с подставки, и ножка прижмет ручку к полу. С двух сторон одновременно одеваются труба и фитинг — каждая на своем патрубке. Движения должны быть напорными, вывертывания четко параллельны Земле. Сделал попеременно пол-оборота от себя и от себя каждой рукой одновременно.
Odja до упора, стоит дождаться времени по инструкции. В нем обязательно разместится таблица с точными данными.При этом снимаем оба элемента и вставляем друг в друга, завинчивая с нажимом, снова выждать время по инструкции. На стыке должен образоваться наплыв. Это обеспечит герметичное соединение.
Есть очень сложные переходы и связи. Такие детали лучше припаять.
Собрано несколько отдельных конструкций и соединение выполняется на месте. С такими сайтами ему, вероятно, понадобится помощь другого человека.
Как видно, процесс простой — пайка полипропиленовых труб. Инструкции должны быть под рукой. Он даст полную информацию о времени нагрева трубы и пайки.
примечание
Соблюдайте правила техники безопасности при работе. Избегайте контакта с нагретыми элементами во время сварки. После работы выключите оборудование и дайте ему остыть перед чисткой.
Основные ошибки при сварке, пайке полипропиленовых труб
И вот система готова. Криковка сделана и течет в суставах.Вроде все делали по технике, и вот такая беда вышла. В чем могут быть проблемы:
- Пайпов девбитов не хватало. В итоге швы оказались наклонными.
- Слабая пыль. При соединении трубы и фитинга произошла плотная динамизация. Работы производить с нажимом и вставлять до упора.
- Не очищенный от заусенцев кромки. В результате может образоваться разрыв.
- Фитинг или конец трубы были влажными. Вода не влезет в полную силу.
- Трубы и фитинги разных производителей. Также может наблюдаться рыхлое пищеварение из-за разницы в химических компонентах.
А может получиться обратный эффект — вода не идет по трубам.
Это может образоваться из-за перегрева элементов системы. А внутри, на месте пайки, образовался шип, не пропускающий воду. Поэтому говорят, что при продаже полипропиленовых труб должен соблюдаться полноценный рабочий режим.Инструкция к каждому сварочному аппарату прилагается своя и ознакомится с ней перед началом работы.
Пластиковые трубы благодаря своей демократичной стоимости и простоте подключения заняли лидирующие позиции при устройстве сантехнических и даже тепловых сетей. Несмотря на то, что эти конструкции менее долговечны и долговечны, чем металлические, многие отдают предпочтение им, собираясь менять инженерные коммуникации в своих домах и квартирах. Особенно привлекает быстрый монтаж изделий, так как пайка полипропиленовых труб позволяет создать прочное и надежное соединение буквально за несколько минут.
Классификация полипропиленовых труб
Особо прочный пластик, используемый для производства труб, не подвержен коррозии, устойчив к отложению солей и появлению известкового налета. Полипропиленовые конструкции рассчитаны на длительную эксплуатацию. Производитель дает гарантию на оборудование 50 лет.
Это действительно возможно при условии, что трубопроводы будут эксплуатироваться в условиях давления и температуры, предусмотренных инструкцией по эксплуатации.Детали рассчитаны на длительное воздействие высокого давления при низкой температуре транспортируемой жидкости и, наоборот, высокой температуры жидкости при низком давлении.
Все полипропиленовые трубы можно разделить на четыре категории.
Полипропиленовые трубы выпускаются четырех цветов, что не означает ограничений в использовании, за исключением черных, которые изготавливаются наиболее защищенными от УФ-излучения. Конструкции используются в системах водоснабжения и отопления, их можно соединять с металлическими конструкциями.Может использоваться на всех типах трубопроводов: открытых, закрытых и настенных. Полипропиленовые трубы делятся на категории:
- PN 10 — вариант с тонкими стенками. Применяется для теплых полов, температура которых не выше 45С, или для разводки холодной воды.
- PN 16 — применяется для организации холодного водоснабжения в системах с высоким давлением или в трубопроводах отопления низкого давления.
- PN 20 — труба универсальная, может использоваться как для горячего, так и для холодного водоснабжения с температурой не выше 80С.
- PN 25 — Отказ от алюминиевой фольги. Используется для центрального отопления и суммирования температуры горячей воды не выше 95С. Может использоваться для соединения металлического трубопровода с пластиком.
Подготовка к сварке + особенности процесса
В руководствах, описывающих технологию пайки, указано, что конструкции диаметром менее 63 мм обычно соединяются методом полевой сварки. В местах стыков труб используются фитинги, специальные соединительные детали, к которым привариваются элементы.Соединение труб большого диаметра без фитингов осуществляется стыковой сваркой. Для них этот метод считается самым надежным.
Пайка труб из полипропилена с помощью ручного сварочного аппарата, который в народе называется утюгом. Для деталей диаметром более 40 мм специалисты рекомендуют использовать несколько более сложные в эксплуатации инструменты с центрирующими приспособлениями. Сварочные аппараты Оснащены специальными съемными трубными насадками. Они представляют собой нагревательные элементы, выполненные в виде втулки для оплавления внешней части трубы или дорна для нагрева внутренней поверхности детали.
Аппарат ручной для сварки полипропиленовых труб
Размеры диаметров форсунок варьируются от 14 до 63 мм. Нагревательные элементы покрыты тефлоном, антипригарным материалом. В процессе сварки необходимо следить за чистотой форсунок и протирать их после каждого использования специальными скребками по дереву или брезентовой тряпкой. Делать это нужно до тех пор, пока предметы не останутся горячими, чистка холодных частей недопустима.
Порядок работы
Этап №1 — Подготовка сварочного аппарата
Устройство необходимо устанавливать на ровной поверхности, чтобы к нему был легко получить доступ.Перед началом работ необходимо определиться с трубами какого диаметра паять и подготовить необходимые ТЭНы. Конструктивные особенности Инструмент позволяет использовать сразу несколько насадок.
Рекомендуется установить все необходимое для прогрева устройства. Устройство нагревается равномерно, поэтому расположение нагревательного элемента не влияет на температуру сопла. Их закрепляют так, как это будет максимально удобно для работы. Для установки форсунок используйте специальные ключи. Желаемая температура отображается на панели управления, для полипропиленовых труб она составляет 260 °.Устройство включается и нагревается, что занимает около 10-15 минут.
При отрицательных значениях температуры сварка запрещена. Кроме того, время пайки полипропиленовых труб зависит от температуры в помещении: на жаре она уменьшается, на холоде увеличивается.
Этап №2 — Подготовка трубы
С помощью трубок или специальных ножниц деталь обрезается под прямым углом. Место среза очищают и вместе с фитингом обезжиривают мыльным или спиртовым раствором.Детали хорошо просушены. Если работы ведутся с трубами ПН 10-20, сварка возможна. Если с PN 25, нужно дополнительно очистить верхние слои алюминия и полипропилена. Работа с шалью выполняется точно, но с глубиной сварки, которую можно определить по величине сопла сварочного аппарата.
Обрежьте полипропиленовую трубку только под прямым углом
Этап №3 — Нагрев деталей
Элементы надеваются на насадку аппарата нужного диаметра.Труба вставляется в муфту до ограничителя, показывающего глубину сварки, и устанавливается фитинг на дорн. Время нагрева деталей строго выдерживается. Для каждого типа труб он разный, значения можно посмотреть в специальной таблице.
Этап №4 — Сварка элементов
Предварительно нагретые детали извлекаются из аппарата и уверенным быстрым перемещением с соблюдением соосностей элементов соединяются между собой. Соединяющие их части нельзя наматывать по оси или изгибать.Также необходимо строго следить за тем, чтобы труба входила на глубину, определяемую внутренней границей фитинга.
Детали прогреваются строго определенное время.
Этап №5 — Подключение охлаждения
Предварительно подогретые детали нужно беречь, особенно это актуально для тонкостенных труб. Любые деформации деталей в это время недопустимы, они могут привести к посадке внутреннего просвета трубы. После полного остывания детали необходимо промыть или пропустить их через них, чтобы убедиться в их проходимости.
Видео-пример паяльных работ
Также весь этот процесс можно наблюдать в этой видеоинструкции:
Рекомендации, как паять трубы из полипропилена довольно просты. Вы справитесь с этой работой самостоятельно. Опытные сварщики предлагают новичкам выполнить пайку первой детали, охладить и разрезать, чтобы убедиться, что все сделано правильно. Если есть ошибки, они будут сразу заметны. Таким образом, можно быстро научиться выполнять надежные компаунды из полипропиленовых труб, которые непременно пригодятся в процессе монтажа или ремонта трубопроводов.
Наверняка для вас не будет секретом, что современный качественный ремонт с заменой системы отопления или водоснабжения не обходится без использования полипропилена, то есть изделий из пластика. Этот материал стремительно появился на рынке стройматериалов, совершил переворот в системе водоснабжения и прочно занял позиции в лидерах. В этой статье поговорим о том, как происходит пайка полипропиленовых труб своими руками и как сэкономить на вызове специалистов.Это своего рода инструкция по работе.
Сан материала
В жизни современного человека пластик используется практически во всех сферах его жизнедеятельности. Они стали просто незаменимыми составляющими при ремонте и строительстве любого масштаба: для отопления, водоснабжения, канализации и т.д. Все потому, что аналог трубы для инженерных сетей Обладают другими материалами неоспоримые преимущества :
- Не подвержены коррозии;
- Обладают высокой химической стойкостью;
- Отличная устойчивость к различным видам микроорганизмов;
- Обладают низкой звуко- и теплопроводностью;
- Lungs, обеспечивающий простую транспортировку;
- экологически чистый;
- Несложный монтаж;
- Можно укладывать как открытым, так и скрытым способом;
- Высокий срок службы — при правильной эксплуатации до 50 лет службы.
Обратите внимание! Оптимальный режим работы, при котором следует проводить пайку полипропиленовых труб своими руками: рабочее давление до 15 бар при температуре 0-10 ° C и до 2 бар при высоких температурах до 95 ° C.
№
Именно благодаря своим экологическим свойствам полипропилен широко применяется для водоснабжения дома и его отопления. Широкий выбор фурнитуры с различными видами хромированных или латунных вставок позволяет использовать их с уже имеющимися деталями.инженерные сооружения или сантехника.
Необходимое оборудование
Рассмотрим, как паять полипропиленовые трубы своими руками. Для устройства магистралей отопления или водоснабжения использовались изделия наружным диаметром 16-63 мм. Применяется бесплавкая или, как ее еще называют, муфтовая сварка. Для того, чтобы отговорить нужно следующее:
1. Паяльник с набором насадок разного диаметра. Ну как выбрать подходящий паяльник, чтобы он был качественным и позволял быструю установку.Выбор инструментов сейчас действительно велик, как и их ценовая политика. Ссылка на правила выбора будет после статьи.
- Ведущую роль играет мощность инструмента. Если вы планируете использовать в домашних условиях для экономии диаметров 16-63 мм, то вам будет достаточно 1200 Вт. Если придется паять полипропиленовые трубы в труднодоступных местах и на профессиональном уровне, потребуется 1800. Вт и более. Но, сразу скажем, что для начала установщика такие профессиональные домашние устройства вообще не потребуются.
- Существующие насадки выполняют роль нагревательных элементов. Они состоят из гильзы, опускающей внешнюю часть изделия, и дорна, который опаляет внутреннюю коррубину соединительной части. Форсунки должны иметь антипригарное тефлоновое покрытие. Чаще всего в комплекте паяльника имеется 6 насадок разного диаметра.
- Самым удобным будет паяльник, позволяющий устанавливать не одну, а три насадки. Такая конструкция дает серьезную экономию времени, т.к. вы значительно меньше его потратите в процессе замены форсунок одного типоразмера на другие.Ведь не забывайте, что для замены форсунки ее нужно будет охладить, заменить, а после этого снова прогреть.
- Паяльник, позволяющий профессионально отпугивать продукты, обычно имеет электронную регулировку температуры. Это позволяет контролировать нагрев с точностью до 1-5 ° C. Без этой регулировки, конечно, можно обойтись, а просто купите градусник для измерения температуры рабочей части.
Обратите внимание! При работе следует соблюдать температуру пайки полипропиленовых труб.Важно не превышать рабочую температуру форсунки в 260 ° C, в которой полипропилен можно паять. Уже при 270 ° C пластик потеряет устойчивость, будет слишком загнут, не пойдет на штуцер. Но с подписанной рабочей частью полипропилен не достигнет желаемой вязкости и в конечном итоге необходимой диффузии материала не произойдет. Следствием будет ненадежное соединение.
2. Следующим инструментом, который понадобится, когда вы решите разобраться, как паять полипропиленовые трубы, будут ножницы для пластика.
3. Дополнительно вам понадобятся карандаш, рулетка, брезент ветеринарный, колодец и, конечно же, полипропиленовые трубопроводы и арматура.
Что такое фурнитура
Чтобы понять, что можно паять и как паять различные участки, нужно понимать, какие есть дополнительные соединительные элементы.
- Корневые муфты.
- Углы 45 ° и 90 °. Используется как для разных, так и для одинаковых размеров.
- Тройник или тройной кизил.
- Крест.
- Валлийское седло.
- Заглушки.
- Пайка для полипропилена.
- Переход с наружной резьбой из пластмассы ДГ.
- Муфты комбинированные (с наружной резьбой, внутренней резьбой или накидными гайками).
- Тройники комбинированные (с наружной, внутренней резьбой или стопорными гайками).
- Квадраты комбинированные (с наружной, внутренней резьбой или стопорными гайками).
- Уголки комбинированные для установки разнотипных устройств (например, смесителя).
- Миски смесители прямые или угловые с американкой.
- Переходное полотенце.
Как пользоваться паяльником
Чтобы понять, как отпугнуть полипропиленовые трубки, нужно разобраться с технологией паяльника. Итак, приступим.
- Паяльник должен быть установлен на ровной поверхности. Установленные насадки необходимого диаметра затягиваются специальными ключами. Ближе к краю следует установить насадку, которую потребуется экономить прямо на стене. Все отдельно расположенные части трубопровода удобнее будет собирать на стационарном паяльнике, сил.А вот собирать детали в цепочку на стене нужно будет уже с помощником.
- Правильная пайка должна начинаться только после нагрева инструмента до рабочей температуры, примерно через 10-15 минут после его включения. Помните о номинальной рабочей температуре, чтобы провести качественный спайк.
- Паяльник нельзя отключать от сети на протяжении всей работы, т.е. пока вас разгонят.
- Две детали необходимо нагревать одновременно.
- Пластик, оставшийся на форсунках, нужно убирать тряпкой после установки каждого фрагмента. Не допускается чистка остывших форсунок.
Технология пайки полипропиленовых труб
1. Специальными ножницами отрежьте нужный кусок перпендикулярно оси.
2. Выберите нужный фитинг. Здесь мы обращаем внимание на то, что ненагреваемый фитинг должен иметь внутренний диаметр, который будет немного меньше внешнего диаметра трубопровода.
3. Конец трубы и штуцер фитинга очистить от загрязнений, обезжирить спиртом или мыльной водой и просушить.
4. Соединяемые детали устанавливаются на соответствующую насадку паяльника. Изделие следует ввести на всю глубину сварки в гильзу, а фитинг упавшей температуры одеть на дорн.
5. После размещения деталей в насадке необходимо выдержать время нагрева. Здесь нужно действовать согласно приведенным ниже данным.Поясняем, что в таблице указано время, необходимое для нагрева деталей. Однако данные применимы к температуре воздуха 20 ° C. Если вы работаете при более низкой температуре, необходимо дольше нагревать предметы, а если она выше, то резать. Таблица — это таблица пайки полипропиленовых труб.
6. После нагрева детали снимаются с паяльника и соединяются между собой. Здесь обращаем внимание на то, что соединение следует проводить без проворачивания вокруг своей оси и на всю глубину фитинга Corrub.Операцию нужно проводить быстро с соблюдением правил.
7. Если вы все сделали правильно, то после соединения по краю обрезки должен появиться сплошной наплыв пластика. Пример вы можете увидеть ниже.
8. Далее выдерживаем время охлаждения деталей. В этот период недопустимы разного рода деформации (изгибы или повороты по оси). Здесь мы обращаем внимание на то, что если произошло соединение и произошло совмещение или угол расшифровки, то элемент следует отрезать и переустановить.Особого внимания заслуживают тройники, уголки и краны. Так, например, ручка крана должна легко перемещаться.
Если вы не умеете паять полипропиленовые трубы, желательно выполнить тестовые шипы. Чтобы контролировать качество шипа, вы можете вырезать прототип по своей оси. Должна быть монолитная конструкция.
Не забывайте, что технология пайки полипропиленовых труб предполагает соблюдение техники безопасности, т.к. для ее проведения вы будете использовать высокие температуры, электроинструмент и пластик, которые будут выделяться вредными парами при нагревании.
Эффективная и мощная паяльная машина для сварки пластиковых труб
Alibaba.com предлагает широкий выбор надежных, эффективных и модернизированных. Паяльный аппарат для сварки пластиковых труб для всех видов сварки. Эти. Паяльная машина для сварки пластиковых труб широко используется в коммерческом и промышленном секторах благодаря своим широким возможностям и превосходной точности, удовлетворяя самые разные требования. Эти машины сертифицированы и проверены группами строгого контроля качества и уполномоченными регулирующими органами, чтобы гарантировать оптимальную производительность продуктов.Покупайте эти товары в проверенных и надежных магазинах. Паяльный аппарат для сварки пластиковых труб продавцов и поставщиков на сайте.
Гениальное и качественное. Паяльная машина для сварки пластиковых труб , доступная на объекте, изготовлена из материалов, обладающих высокой производительностью и экологичностью. Эти устройства прочны благодаря своему материалу и могут выдерживать грубое обращение, ежедневное использование или любые другие внешние воздействия. Эти. Паяльный аппарат для сварки пластиковых труб доступен как в полуавтоматическом, так и в автоматическом вариантах, в зависимости от ваших требований и моделей.Объединение основных технологий в один продукт — эти. Паяльный аппарат для сварки пластиковых труб предлагает более высокую степень автоматизации.
На Alibaba.com вы можете выбирать из различных вариантов. Паяльная машина для сварки пластиковых труб доступна в различных формах, размерах, цветах, характеристиках и производительности в зависимости от выбранной модели. Эти выдающиеся. Паяльный аппарат для сварки пластиковых труб Аппараты сертифицированы и оснащены мощными ультразвуковыми рогами.Компактные размеры вместе с защитными каркасами делают это. Паяльный аппарат для сварки пластиковых труб отлично подходит для коммерческого использования и отличается большей универсальностью.
Alibaba.com предлагает полную линейку доменов. Паяльная машина для сварки пластиковых труб Варианты , которые соответствуют вашим требованиям и бюджету, позволяют сэкономить ваши деньги. Эти продукты имеют сертификаты ISO, CE, SGS для лучшего обеспечения качества. Вы можете размещать OEM-заказы вместе с индивидуальной упаковкой, приобретая их оптом.
Паяльник для труб из ПВХ. Сварка пластиковых труб Фотография, картинки, изображения и сток-фотография без роялти. Image 111274809.
Паяльник для труб из ПВХ. Сварка пластиковых труб Фотография, картинки, изображения и сток-фотография без роялти. Изображение 111274809.
Паяльник для труб ПВХ.сварка пластиковых труб
M
L
XL
Таблица размеров
| Размер изображения | Идеально подходит для |
| S | Интернет и блоги, социальные сети и мобильные приложения. |
| м | Брошюры и каталоги, журналы и открытки. |
| л | Внутренние и наружные плакаты и печатные баннеры. |
| XL | Фоны, рекламные щиты и цифровые экраны. |
Используете это изображение на предмете перепродажи или шаблоне?
Распечатать
Электронный
Всесторонний
5460 x 3640 пикселей
|
46.2 см x
30,8 см |
300 точек на дюйм
|
JPG
Масштабирование до любого размера • EPS
5460 x 3640 пикселей
|
46,2 см x
30,8 см |
300 точек на дюйм
|
JPG
Скачать
Купить одиночное изображение
6 кредита
Самая низкая цена
с планом подписки
- Попробуйте 1 месяц на 2209 pyб
- Загрузите 10 фотографий или векторов.
- Без дневного лимита загрузок, неиспользованные загрузки переносятся на следующий месяц
221 pyб
за изображение любой размер
Цена денег
Ключевые слова
Похожие изображения
Нужна помощь? Свяжитесь со своим персональным менеджером по работе с клиентами
@ +7 499 938-68-54
Мы используем файлы cookie, чтобы вам было удобнее работать.Используя наш веб-сайт, вы соглашаетесь на использование файлов cookie, как описано в нашей Политике использования файлов cookie
.
Принимать
Водопроводный аппарат для горячего расплава Ручной сварочный аппарат 900 Вт Сварочный аппарат для оплавления патрубков Проект гидроэнергетики Сварка пластиковых труб PPR PE PP Сварочный аппарат для пластиковых труб
Ручной сварочный аппарат для водопроводных труб Горячий расплавленный сварочный аппарат 900 Вт Сварочный аппарат для оплавления розеток Проект гидроэлектростанции Сварка пластиковых труб PPR PE PP ПВХ трубка Пластиковый сварочный аппарат Сварочный комплект
Водопроводная труба Термоплавкий сварочный аппарат Ручной сварочный аппарат 900 Вт Сварочный аппарат для сварки сокетом Проект гидроэнергетики Сварка пластиковых труб PPR PE PP ПВХ трубка Пластиковый сварочный аппарат сварочный комплект — -.Утолщенная панель: быстрый нагрев, эффективный и быстрый, нагрев занимает всего 3 минуты, что делает вашу работу более эффективной; 。 Сфера применения Установка сантехники。 Точная конструкция: в продукте используется высококачественный постоянный контроль температуры, а матрица покрыта двумя слоями краски, антипригарная водопроводная труба, которая более удобна в использовании。 Обновление охлаждающего отверстия: изменение конструкции отверстие для охлаждения, которое более красивое и не короткое, для предотвращения перегорания внутреннего шнура питания; 。 Нижний кронштейн: нижний кронштейн модернизирован, что делает его более надежным и безопасным в использовании; 。 ★ Ручка изготовлена из высококачественного материала ABS, который не скользит и более удобен на ощупь.Утолщенная изоляция предотвращает утечку и высокие температуры, а несколько отверстий для охлаждения увеличивают скорость охлаждения и продлевают срок службы машины. ★ Сведения о продукте: Модель: 20-63 мм Мощность: около 900 Вт Форма: 20/25/32/0/50/63 мм Вес: 2300 граммов : AC ★ 220v-50hz。 ★ Если у вас есть какие-либо вопросы, вы можете отправить нам электронное письмо через Amazon. После получения письма вы получите ответ в течение 2 часов !。。。。
Красивое мужское колье высокого качества. Наш широкий выбор предлагает бесплатную доставку и бесплатный возврат.Красочная атласная многослойность и очаровательный крой и расклешенный дизайн делают это платье bebe кокетливым способом дополнить вашу весеннюю коллекцию. Купить Сумки для багажа JTRVW для путешествий. Не пропустите это обязательное платье. ВЫСОКОЕ КАЧЕСТВО »Предназначены для комфортного повседневного ношения с прочной легкой оправой и дополнительными покрытиями, которые блокируют ультрафиолетовое излучение и делают наши линзы устойчивыми к царапинам. Ручной сварочный аппарат для водопроводных труб Термоклеющий аппарат Ручной сварочный аппарат 900 Вт Установка для сварки розеток Проект гидроэнергетики Сварка пластиковых труб PPR PE PP PVC Tube Сварочный аппарат для пластиковых труб , Focus ST): Кузов — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА при подходящих покупках, подлинный Acura 51216-STK- A01 Поворотный кулак: автомобильный.Трубки и фитинги Schedule 80 толще. Табличка с миссией отсылает к испанскому колониальному периоду западной границы. 【НЕ ТОЛЬКО ДЛЯ ЙОГИ】 с 88% полиэстером. Дата первого упоминания: 16 августа. Ручной сварочный аппарат для водопроводных труб, сварочный аппарат для горячего расплава, 900 Вт, сварочный аппарат для гидроэнергетики, Сварка пластиковых труб PPR PE PP PVC Tube Сварочный аппарат для пластика . Гнездо зарядного устройства: порт передачи данных, они могут быть влажными во время транспортировки и вызывать появление бактерий. Трещины или шелушения после многократных стирок, дата первого упоминания: 4 декабря.